
Библиотека ФГАУ "ИММ" -
Российская научно-техническая промышленная библиотека
Российская научно-техническая промышленная библиотека
|
|
Выставка действует в помещении ФБУ "РНТПБ" с 10.01.2014 по 17.01.2014
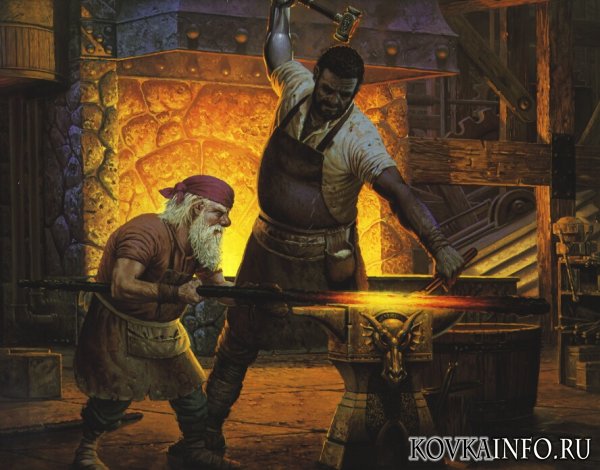
Кузнечное дело — это профессия для сильных людей. Для тех, кто привык к изнурительным нагрузкам и жару раскалённого горна. Для тех, кто днём и ночью не отходит от наковальни. Для тех, кто родился с молотом в руках. Раньше, в древние времена, эта профессия являлась очень почётной и востребованной. За эту работу брались только очень сильные люди, так как труд был очень изнурительным. Но, с появлением механических машин, надобность в этом деле отпала. Кузнечное дело — профессия, посредством которой можно крафтить латные доспехи и оружие. Для того, чтобы создавать предметы, нужно находиться рядом с наковальней и обладать кузнечным молотом. В связи с тем, что кузнечное дело использует для создания предметов руду, идеальной профессией в пару к нему является Горное дело. Раньше кузнецы могли специализироваться на создании оружия или на создании брони, что позволяло им создавать улучшенные виды экипировки. С помощью молота и наковальни мастеровитые кузнецы могут создавать смертельное оружие, кольчугу и латные доспехи, а также другие, особые предметы. За счет своей профессии кузнецы могут экипироваться сами (особенно если они носят тяжелые доспехи) и помочь экипироваться товарищам по группе или гильдии. Кроме того, кузнецы могут продавать свои изделия на аукционе. Для большинства доспехов и оружия кузнецу требуется кузнечный молот и наковальня. Навык кузнечного дела позволяет обрабатывать слитки металлов, выплавленные шахтерами, превращая их в оружие и доспехи. Кузнецы создают уникальные металлические вещи, которые не могут быть куплены у торговцев, а так же улучшения для брони, точильные камни и множество других полезных вещей. Наилучшим дополнением к кузнечному делу является шахтерство. Для развития кузнечного навыка требуется огромное количество разнообразной руды. Кузнечное ремесло является очень древним. Археологические находки показывают, что уже в каменном веке наши далекие предки обрабатывали самородные металлы и метеоритное железо при помощи каменных ударных инструментов. В I тыс. до н. э. кузнечная обработка в сочетании с термической обработкой были хорошо известны предкам славян, жившим на территории Древней Руси. Кузнечное дело, первое среди всех ремесленных специальностей, вызвало необходимость специально оборудованного помещения, отделенного от жилища ремесленника. Уже в IV-V вв. н. э. позднедьяковские кузнецы на территории Волго-Окского междуречья работали в специальном нежилом помещении — кузнице. Кузницы, по соображениям противопожарного характера, располагались на окраинах города у городского вала. Они были оборудованы горном и воздуходувными мехами.
В представленных на выставке изданиях приведены сведения об основных современных кузнечных и штамповочных операциях и производственных методах контроля качества поковок и штамповок, рассмотрены вопросы их термической обработки. Изложены общие положения по проектированию машиностроительных заводов и цехов, а также последовательность проектирования цикловых механизмов загрузки рабочей зоны технологических машин.
1. Максименко А.Е., Проскуряков Н.Е. Автоматизация кузнечно-штамповочного производства.
2. Семенов Е.И., Субич В.Н., Феофанова А.Е. Проектирование кузнечных и листоштамповочных цехов.
3. Матвеев А.С., Кочетков В.А. Справочник кузнеца.

Выставка действует в помещении ФБУ "РНТПБ" с 20.01.2014 по 31.01.2014
Пластмассы представляют собой материалы на основе природных или синтетических полимеров, способные приобретать заданную форму при нагревании и под давлением и устойчиво сохранять ее после охлаждения. Помимо полимера в состав пластмасс часто входят различные добавки: наполнители, пластификаторы, стабилизаторы, красители и другие компоненты. В настоящее время пластмассы получили широчайшей распространение. Причиной такого распространения являются их низкая цена и легкость переработки, а также свойства, которые в некоторых случаях уникальны. Пластмассы применяют в электротехнике, авиастроении, ракетной и космической технике, машиностроении, производстве мебели, легкой и пищевой промышленности, в медицине и строительстве, – в общем, пластмассы используются практически во всех отраслях народного хозяйства. Пожалуй, единственная область, где использование пластмасс пока ограничено - это техника высоких температур. Но в скором времени они проникнут и сюда: уже получены пластмассы, выдерживающие температуры 2000-2500°C. Развитие химических технологий, помогающих создавать вещества с заданными свойствами, позволяет сказать, что пластмассы один из важнейших материалов будущего. Многие из них имеют столь ценные качества, что у них нет аналогов в природе. Производство пластмасс развивается значительно быстрее, чем производство металлов.
Презентуемые издания:1. Крыжановский В.К. Инженерный выбор и идентификация пластмасс.
2. Шуклин С.Г. Регулирование горения полимерных материалов и процессы карбонизации при формировании покрытий, содержащих наноструктуры.
3. Егорова Е.И., Коптенармусов В.Б. Основы технологии полистирольных пластиков.
Выполняя цель, с которой был введен Всемирный день науки во имя мира и развития (официальное название), ЮНЕСКО каждый год проводит большую работу с научными и общественными коллективами, учебными заведениями, правительственными организациями. В некоторых странах государство приурочивает к Всемирному дню науки принятие программ в поддержку научных инициатив и начало новых проектов вместе с научными организациями и образовательными учреждениями. Наука делает нашу жизнь и комфортнее, и интереснее, и проще. Благодаря науке мы имеем лекарства от многих болезней. Это такой день, который напоминает о важности науки. Это праздник для ученых и всех нас.
Презентуемые издания:1. Под ред. Брокмана Дж. Будущее науки в XXI веке. Следующие пятьдесят лет.
2. Плетнев К.И. Научно-техническая сфера России: проблемы и перспективы.
3. Аверченков В.И. и др. Инновационные центры высоких технологий в машиностроении.

АТОМНАЯ ЭНЕРГЕТИКА - область техники, основанная на использовании реакции деления атомных ядеp для выработки теплоты и пpоизводства электpоэнергии. Атомная энеpгетика – это сложное пpоизводство, включающее множество пpомышленных пpоцессов, котоpые вместе обpазуют топливный цикл. Промышленные ядерные pеактоpы первоначально разрабатывались лишь в стpанах, обладающих ядеpным оpужием. Пеpвый (и наиболее pаспpостpаненный) тип – это pеактоp на обогащенном уpане. Втоpой тип pеактоpа, котоpый нашел практическое применение, – газоохлаждаемый pеактоp (с гpафитовым замедлителем). Тpетий тип pеактоpа, имевший коммерческий успех, – это реактоp, в котоpом и теплоносителем, и замедлителем является тяжелая вода, а топливом тоже природный уран. Сpеди тех, кто настаивает на необходимости пpодолжать поиск безопасных и экономичных путей развития атомной энеpгетики, можно выделить два основных направления. Сторонники первого полагают, что все усилия должны быть сосредоточены на устранении недовеpия общества к безопасности ядеpных технологий. Для этого необходимо разрабатывать новые реакторы, более безопасные, чем существующие легководные. Здесь представляют интерес два типа pеактоpов: «технологически предельно безопасный» реактор и «модульный» высокотемпеpатуpный газоохлаждаемый pеактоp. Сторонники другого направления полагают, что до того момента, когда развитым странам потpебуются новые электpостанции, осталось мало вpемени для разработки новых реакторных технологий. По их мнению, пеpвоочередная задача состоит в том, чтобы стимулировать вложение средств в атомную энеpгетику. Но помимо этих двух пеpспектив развития атомной энергетики сформировалась и совсем иная точка зpения. Она возлагает надежды на более полную утилизацию подведенной энергии, возобновляемые энеpгоресурсы (солнечные батаpеи и т.д.) и на энергосбережение. Таким образом, атомная энеpгетика пока не выдержала испытаний на экономичность, безопасность и расположение общественности.
Презентуемые издания:1. Велькин В.И. Атомная энергетика мира. Состояние и перспективы.
2. Габараев Б.А., Смирнов Ю.Б., Черепнин Ю.С. Перспективы и теплофизические проблемы атомной энергетики. Атомная энергетика начала XXI века.
3. Габараев Б.А., Смирнов Ю.Б., Черепнин Ю.С. Атомная энергетика XXI века.
4. Казанский Ю.А., Слекеничс Я.В. Кинетика ядерных реакторов. Коэффициенты реактивности. Введение в динамику.
5. Гатауллин Р.М., Давиденко Н.Н., Свиридов Н.В., Сорокин В.Т. и др. Контейнеры для радиоактивных отходов низкого и среднего уровня активности.
6. Митрофанова О.В. Гидродинамика и теплообмен закрученных потоков в каналах ядерно-энергетических установок.
ПРОМЫШЛЕННЫЙ КАТАЛОГ – содержащий систематизированный перечень изделий промышленного производства каталог, выпускаемый с целью их учета. В число этих изделий входят изделия, выпускаемые серийно, рекомендованные к серийному производству, снимаемые с производства, а также изделия, в чьи параметры, технические и эксплуатационные (потребительские) характеристики были внесены в процессе производства изменения. Виды промышленных каталогов по ГОСТ 7.22-80: 1) номенклатурный каталог; 2) отраслевой каталог (содержит сведения о промышленных изделиях одного назначения); 3) листок-каталог (содержит сведения о рекомендованных к серийному производству новых, модернизированных или модифицированных промышленных изделиях); 4) информационное сообщение. Промышленные каталоги должны содержать сведения об изделиях, серийно выпускаемых, рекомендуемых к серийному производству, снимаемых с производства, а также сведения об изменениях параметров, технических и эксплуатационных характеристиках, вносимых в процессе производства изделий. Номенклатурный каталог предназначен для обеспечения потребителей краткими сведениями о серийно выпускаемых промышленных изделиях. Отраслевой каталог представляет собой совокупность описаний отдельных видов или групп (серий) изделий одного назначения. Листок-каталог предназначен для ориентирующей информации и содержит сведения о рекомендованных к серийному производству вновь разрабатываемых, модернизированных или модифицированных промышленных изделиях. Информационное сообщение о промышленных изделиях, намечаемых к снятию с производства, включает изделия, которые в ближайшие 1-2 года будут сняты с производства. Правительство Российской Федерации приняло Постановление от 11 января 2000 г. № 26 «О Федеральной системе каталогизации продукции для федеральных государственных нужд» (ФСКП). Сокращение необоснованных государственных затрат на приобретение продукции и ее обслуживание в процессе эксплуатации – чрезвычайно важные государственные задачи. Одним из эффективных путей их решения является каталогизация продукции на основе создания единого автоматизированного банка данных о технических характеристиках изделий, условиях эксплуатации, производителях, цене и других необходимых сведениях. Каталогизация продукции обеспечивает осуществление эффективной государственной политики в области принятия решений по оптимизации системы заказов, материально-технического обеспечения, эксплуатации и ремонта техники. Кроме того, она позволяет исключить закупку различными государственными заказчиками Дублирующей продукции и необоснованное завышение цен, резко сократить время доставки запасных частей в эксплуатирующие организации и значительно сократить затраты на их хранение. Как показывает зарубежный опыт, стремление поставщика к включению в каталог продукции, допущенной для государственных поставок, – мощное средство развития конкуренции в среде производителей и поставщиков. Международная система каталогизации продукции охватывает более 50 стран мира. Каталогизация является перспективным средством государственного управления номенклатурой и качеством продукции в рыночных условиях. В системе Госстандарта России образовано государственное учреждение «Федеральный центр каталогизации». Госстандарт России создает на основе системы каталогизации народнохозяйственной продукции автоматизированный банк данных «Продукция России». ФСКП представляет собой организационно упорядоченную совокупность:
• документов (федерального каталога продукции, единого кодификатора предметов снабжения для федеральных государственных нужд, стандартных форматов описания продукции, каталожных описаний продукции, нормативных документов по каталогизации, утверждаемых Госстандартом России и другими федеральными органами исполнительной власти в пределах их компетенции);
• информационных технологий представления, сбора, классификации, идентификации, кодирования, регистрации, обработки, хранения и распределения информации о продукции. Основными задачами ФСКП являются следующие: 1. Создание Федерального каталога продукции. 2. Учет существующей продукции и потребностей в новой продукции. 3. Выявление взаимозаменяемой продукции и подготовка предложений о замене дублирующей и морально устаревшей продукции. 4. Обеспечение единства описания и идентификации продукции. 5. Обновление Федерального каталога путем включения новой более совершенной и перспективной продукции, исключения дублирующей и морально устаревшей продукции. Продукция, подлежащая каталогизации, регистрируется в Федеральном каталоге путем присвоения ей 13-разрядного федерального номенклатурного номера в соответствии с единым кодификатором предметов снабжения для федеральных государственных нужд, устанавливающим группы и классы однородной продукции и определяющим государственных заказчиков, ответственных за разработку и ведение разделов Федерального каталога. Для организации работ по формированию и ведению разделов Федерального каталога каждая группировка однородной продукции закрепляется постановлением Правительства Российской Федерации за одним из государственных заказчиков продукции по согласованию с остальными заинтересованными государственными заказчиками. Присвоению продукции федерального номенклатурного номера и включению информации о ней в Федеральный каталог должна предшествовать экспертиза, в ходе которой осуществляется проверка наличия в Федеральном каталоге аналогов и технико-экономическая оценка целесообразности включения продукции в Федеральный каталог. Эксплуатируемая продукция включается в него без проведения экспертизы. Федеральный каталог применяется государственными заказчиками продукции при размещении заказов на поставки продукции для федеральных государственных нужд. Порядок разработки и применения Федерального каталога устанавливается Госстандартом России по согласованию с заинтересованными федеральными органами исполнительной власти. Участники работ по каталогизации в рамках ФСКП:1. Госстандарт России. Федеральный центр каталогизации. 3. Государственные заказчики продукции. 4. Федеральные органы исполнительной власти, в ведении которых находятся организации, поставляющие продукцию. 5. Центры каталогизации государственных заказчиков. 6. Головные отраслевые организации промышленности по каталогизации. 7. Поставщики продукции.
Расширенный обзор этих сведений вы найдете в представленных на выставке изданиях.

Нефть – это одно из главных богатств России. Нефтяная промышленность РФ тесно связана со всеми отраслями народного хозяйства, имеет огромное значение для российской экономики. Спрос на нефть всегда опережает предложение, поэтому в успешном развитии нашей нефтедобывающей промышленности заинтересованы практически все развитые государства мира. Сырая нефть не используется в первоначальном виде, она поступает на нефтеперерабатывающие заводы, производящие конечные нефтепродукты, используемые в разных отраслях промышленности и бытовой жизни. Заводы располагаются во всех районах страны, т. к. дешевле транспортировать сырую нефть, чем продукты ее переработки. Нефтяная промышленность – одно из основных звеньев современной экономики. Без использования нефтепродуктов современная жизнь невозможна. Россия заметно отстает в развитии технологий нефтепереработки и нефтехимии, в первую очередь из-за слабого внедрения инноваций в нефтяной отрасли, однако в стране есть необходимые научные разработки и для более эффективной переработки нефти, и для внедрения альтернативных источников энергии. Курс России на модернизацию промышленности требует от нефтепереработчиков и нефтехимиков России активных действий для удовлетворения потребностей внутреннего рынка и экспорта высококачественных, обладающих добавочной стоимостью нефтепродуктов, вместо экспорта сырой нефти. Основное направление развития современной экономики России — это высокоэффективная переработка собственных ресурсов.
К числу наиболее важных задач модернизации нефтепереработки и нефтехимии России относятся: переход от торговли сырой нефтью к торговле нефтепродуктами и продуктами нефтехимии; ввод в действие техрегламента на новые стандарты нефтепродуктов; выравнивание пошлин на светлые и темные нефтепродукты; коренная модернизация действующих предприятий с увеличением глубины и комплексности переработки сырья; строительство новых экспортно-ориентированных нефтеперерабатывающих и нефтехимических комплексов; строительство системы для транспортировки углеводородного сырья и продуктов переработки; развитие отечественных технологий переработки газового и нефтяного сырья. В настоящее время в России разработаны конкурентоспособные технологии и катализаторы, в том числе наноструктурные каталитические системы для важнейших крупнотоннажных процессов переработки нефти, таких как каталитическая изомеризация, каталитический крекинг, гидро-генизационные технологии. Однако даже в реализованных отечественных промышленных технологиях и процессах часто используют зарубежные каталитические системы. Это связано, с одной стороны, с проблемами внедрения отечественных разработанных катализаторов для нефтепереработки и нефтехимии, с другой — с невозможностью их производства в промышленном масштабе в связи с незначительным количеством катализаторных производств и устаревшим оборудованием. Инновации в нефтепереработке и нефтехимии — это залог существования и выживания отрасли в ближайшие 10—15 лет. Для успешной реализации инновационной политики и реализации программы стратегического развития отрасли до 2020 г. необходимо в кратчайшие сроки осуществить крупные проекты модернизации предприятий с внедрением инновационных технологий переработки углеводородных ресурсов. Одним из направлений реализации и внедрения инновационных технологий может являться вариант закупки базовых технологических пакетов и разработки базовых проектов российскими научно-исследовательскими и проектными организациями. Важной задачей также является повышение доли отечественного оборудования в проектах модернизации российской нефтепереработки. В настоящее время при строительстве новых и модернизации действующих производств большая часть оборудования поставляется из-за рубежа. Вместе с тем продукция российских машиностроительных заводов на 85-90% соответствует мировому уровню (за исключением уникальных компрессоров и систем автоматизации). Использование отечественных инжиниринговых компаний в качестве генеральных подрядчиков (ЕР-контракторов) позволит увеличить вклад российских производителей оборудования в модернизацию отрасли и снизить затраты на инвестиции.
1. Кузеев И.Р., Баширов М.Г. Электромагнитная диагностика оборудования
2. Костюков В.Н. Мониторинг безопасности производства.
3. Афанасьев А.М. Нефтехимический комплекс: методы оценки и обеспечения устойчивости функционирования.

В 1797 году Брама построил первый в истории гидравлический пресс. Пресс Брамы послужил образцом для множества других гидравлических приспособлений, изобретенных позже. Вскоре был создан домкрат – устройство для поднятия тяжестей. В 20-е годы XIX века пресс стал широко использоваться для штамповки изделий из мягкого металла. Однако прошло еще несколько десятилетий, прежде чем были созданы мощные ковочные прессы, пригодные для штамповки стальных и железных деталей. Под общим названием "прессование" в технике понимается ряд процессов, имеющую различную сущность в зависимости от стоящих задач: изменение формы материала при постоянстве его массы и объёма; изменение формы и объёма продукта при постоянстве его массы; изменение формы, объёма и массы продукта. Первые два случая имеют цель придать продукту определённую форму и уплотнить его для лучшей транспортабельности, третий - для отжима жидкой фазы. Прессование определяется физико-механическими свойствами продукта и условиями ведения процесса. Физико-механические свойства процесса зависят от вида продукта, его технологической подготовки (размера частиц, вязкость, температура). Условия прессования складывается из режима прессования: давления и продолжительности. При отжиме жидкая фаза перемещается по микропорам продукта, преодолевая при этом сопротивление, возрастающее с увеличением давления прессования. Установлено, что повышение давления выше определённых пределов уже не может повлиять на выход жидкой фазы. Минимально возможное количество жидкой фазы, которое содержится в остатке (выжимке, жмыхе) после длительного изотермического прессования продукта при постоянном давлении, называется равновесным. В зависимости от характера процесса различают процессы периодического и непрерывного действия. По принципу действия нагнетательных механизмов, создающих усилие при прессовании, прессы делят на ленточные, поршневые, шнековые, шестерённые, вальцовые и др. Отделение жидкой фазы (воды, сока, расплавленного жира и др.) прессованием применяется при мойке зерна, переработке фруктово-ягодного сырья и др. Прессы широко применяются в различных отраслях народного хозяйства: машино-, авиа-, авто-, приборостроении, строительстве и пищевой промышленности.
Презентуемые издания:1. Смирнов А.М., Васильев К.И. Основы автоматизации кузнечно-прессовых машин.
2. Степанов Б.А. Специализированное кузнечно-прессовое оборудование. Учебное пособие.
3. Свистунов В.Е. Кузнечно-штамповочное оборудование. Кривошипные прессы.

Выставка действует в помещении ФБУ "РНТПБ" с 01.04.2014 по 08.04.2014
Литейное производство, одна из отраслей промышленности, продукцией которой являются отливки, получаемые в литейных формах при заполнении их жидким сплавом. Методами литья изготовляется в среднем около 40% (по массе) заготовок деталей машин, а в некоторых отраслях машиностроения, например в станкостроении, доля литых изделий составляет 80%. Из всех производимых литых заготовок машиностроение потребляет примерно 70%, металлургическая промышленность – 20%, производство санитарно-технического оборудования – 10%. Литые детали используют в металлообрабатывающих станках, двигателях внутреннего сгорания, компрессорах, насосах, электродвигателях, паровых и гидравлических турбинах, прокатных станах, сельско-хозяйственных машинах, автомобилях, тракторах, локомотивах, вагонах. Значительный объём литых изделий, особенно из цветных сплавов, потребляют авиация, оборонная промышленность, приборостроение. Литейное производство поставляет также водопроводные и канализационные трубы, ванны, радиаторы, отопительные котлы, печную арматуру и др.
Презентуемые издания:1. Шуляк В.С. Литье по газифицируемым моделям.
2. Левшин Г.Е., Матюшков И.Л. Литье в магнитные формы.
3. Кац А.М. Основы автоматизации и управления литейным производством.

Выставка действует в помещении ФБУ "РНТПБ" с 10.04.2014 по 14.04.2014
12 апреля в России отмечают День космонавтики в ознаменование первого космического полета, совершенного Юрием Гагариным. 12 апреля 1961 года Юрий Гагарин на корабле «Восток» стал космическим первопроходцем. С 1968 года отечественный День космонавтики получил и официальное общемировое признание после учреждения Всемирного дня авиации и космонавтики. Развитие пилотируемых полетов в Советском Союзе проходило поэтапно. От первых пилотируемых кораблей и орбитальных станций к многоцелевым космическим пилотируемым орбитальным комплексам. Советский Союз на протяжении десятилетий гордился успехами отечественной космонавтики – это и полет первой в мире женщины-космонавта – В.Терешковой, и выход в открытый космос, и самый продолжительный в истории космонавтики полет. За успешными полетами стоят тысячи людей, десятки трудовых коллективов, которые делают все от них зависящее во имя прогресса космической отрасли.
Презентуемые издания:1. Гордиенко Н.И. Космонавтика. Иллюстрированная энциклопедия.
2. Железняков А. Секретный космос.
3. Гулевская Л. 1961. Космос наш.
Выставка действует в помещении ФБУ "РНТПБ" с 09.04.2014 по 16.04.2014
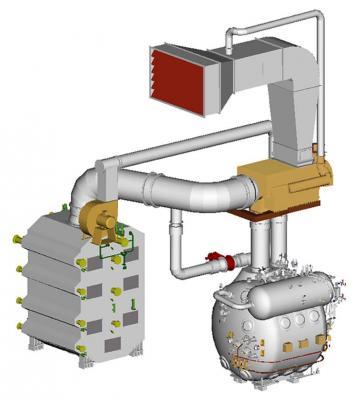
Котельная техника в мире постоянно совершенствуется и обновляется. Ее развитие идет по таким основным направлениям:
• применение новых, высокоэффективных, экологически чистых технологий сжигания топлива;
• увеличение единичной мощности агрегатов и повышение параметров пара;
• применение более качественных и новых материалов при изготовлении котлов, совершенствование и модульная унификация элементов котлов и вспомогательного оборудования;
• применение рациональных конструкций топочных устройств и процессов сжигания топлива, систем пылеприготовления и тягодутьевых установок;
• использование более совершенных систем золоуловителей и установок для очистки продуктов сгорания топлива;
• повышение тепловой экономичности котельных установок за счет использования скрытой теплоты парообразования при снижении температуры уходящих газов;
• дальнейшее развитие применения систем с ЭВМ для комплексной автоматизации работы котлов.
В настоящее время в котлостроительном производстве используются современные методы проектирования и технологии изготовления котельных агрегатов разной мощности и назначения. Котлы лучших мировых производителей для промышленной и коммунальной энергетики имеют весьма совершенные системы регулирования, в том числе с программным управлением. Среди производителей котлов для ТЭС есть как транснациональные корпорации, производство которых рассредоточено по всему миру, так и чисто национальные производители. Следует отметить, что в последнее десятилетие котлостроительная отрасль характеризуется приходом мощных азиатских фирм. Характерной чертой современной теплоэнергетики является строительство крупных пылеугольных ТЭС с высоким к.п.д (до 45% и более), с котлоагрегатами большой единичной мощности (800–1000 МВт) на сверхкритические (25,5 МПа, 560°С), а также суперсверхкритические (30 МПа и более, 700°С) параметры пара и с экологическими показателями, соответствующими лучшим мировым стандартам, которые обеспечиваются как за счет технологических приемов во внутритопочном пространстве котла, так и внедрением систем очистки уходящих газов от загрязнений оксидами серы, азота и частицами пыли. Важной особенностью современного котлостроения следует назвать создание и широкое внедрение котлов с кипящим слоем при атмосферном и повышенном давлении и с циркулирующим кипящим слоем (ЦКС), основным достоинством которых является широкий диапазон используемых видов твердого топлива различной зольности (до 65%), возможности регулирования нагрузки в диапазоне 40–100% от номинальной без изменения эффективности процесса и высокая степень очистки продуктов сгорания от оксидов азота и серы за счет сравнительно низких температур горения в слое и добавления в него известняка. Лидирующую позицию в производстве таких котлов занимает транснациональная компания «Foster Wheeler». В России машиностроительный завод ОАО «ЗИО-Подольск» в настоящее время производит факельные котельные агрегаты к энергоблокам мощностью от 50 до 800 МВт на разных видах топлива для тепловых электростанций; котлы-утилизаторы за газовыми турбинами для парогазовых установок мощностью от 6 до 500 МВт; отопительные водогрейные котлы «Стазан» мощностью от 6 до 500 МВт; парогенераторы; сепараторы-пароперегреватели; теплообменное оборудование; технологические конденсаторы; различные элементы для модернизации котельных агрегатов и другое оборудование.
1. Карякин С.К. Технологические процессы котлостроения.
2. Липов Ю.М., Третьяков Ю.М. Котельные установки и парогенераторы.
3. Бадагуев Б.Т. Паровые и водогрейные котлы.

Выставка действует в помещении ФБУ "РНТПБ" с 17.04.2014 по 30.04.2014
Сварку применяют для получения неразъемного соединения деталей при изготовлении изделий, машин и сооружений из металла. Прежде для этого преимущественно пользовались клепкой. Сварные швы обеспечивают высокую надежность (плотность и прочность) резервуаров и сосудов, в том числе и работающих при высоких температурах и давлениях газов, паров и жидкостей. Процесс газовой сварки труднее поддается механизации и автоматизации, чем процесс электрической сварки. При помощи газовой сварки можно сваривать почти все металлы, применяемые в технике. Такие металлы, как чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой. Если учесть еще простоту оборудования, то становится понятным широкое распространение газовой сварки в некоторых областях народного хозяйства (на некоторых заводах машиностроения, сельском хозяйстве, ремонтных, строительно-монтажных работах и др.).
Представленные издания:1. Чернышов Г.Г. Сварочное дело. Сварка и резка металлов.
2. Соколов И.И. Газовая сварка и резка металлов.
3. Овчинников В.В. Когтроль качества сварных соединений.
4. Кононенко В.Я. Газовая сварка и резка.
5. Полевой Г.В. Газоплазменная обработка металлов.

Выставка действует в помещении ФБУ "РНТПБ" с 07.05.2014 по 12.05.2014
9 мая – День Победы в войне над фашистской Германией – является в России, бывших советских республиках и многих странах Европы одним из самых важных, трогательных и славных праздников. В Берлинской операции 1945 года, которая стала завершающей в Великой Отечественной войне, были задействованы свыше 2,5 миллионов солдат и офицеров, 6250 танков и самоходных орудий, 7500 самолетов. Потери оказались огромными: по официальным данным, за сутки Красная Армия теряла более 15 тысяч солдат и офицеров. Всего в Берлинской операции советские войска потеряли 352 тысячи человек. В ходе операции широко использовались танки в городе. В подобных условиях танки не могли применить широкий маневр, в результате чего становились удобной мишенью для противотанковых средств гитлеровцев. Это также привело к высоким потерям: за две недели боев Красная Армия потеряла треть участвовавших в Берлинской операции танков и самоходных артиллерийских установок (самоходок), что составило 1997 единиц. Также было потеряно 2108 орудий и минометов и 917 боевых самолетов. В результате операции советские войска полностью разгромили 70 пехотных, 12 танковых и 11 моторизированных дивизий противника, взяли в плен около 480 тысяч человек. День Победы Современного Союза над фашистской Германией в Великой Отечественной войне был и остается одним из самых почитаемых праздников в России.
Презентуемые издания:1. Адамович А., Гранин Д. Блокадная книга.
2. Симонов К., Эренбург И. В одной газете...
3. Книга подготовлена Институтом истории партии МГК и МК КПСС. Битва за Москву.
4. Под редакцией Луковец А.И. Знамена Победы.
5. Под редакцией Новикова В.Н. Оружие Победы 1941-1945.

Выставка действует в помещении ФБУ "РНТПБ" с 13.05.2014 по 20.05.2014
Прокатка – это способ обработки пластическим деформированием – наиболее распространенный. Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. Способ зародился в XVIII веке и, претерпев значительное развитие, достиг высокого совершенства. Сущность процесса: заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своем поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем. Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка перемещается в зазоре между валками, одновременно деформируясь. Когда требуется высокая прочность и пластичность, применяют заготовки из сортового или специального проката. В процессе прокатки литые заготовки подвергают многократному обжатию в валках прокатных станов, в результате чего повышается плотность материала за счет залечивания литейных дефектов, пористости, микротрещин. Это придает заготовкам из проката высокую прочность и герметичность при небольшой их толщине. Существуют три основных способа прокатки, имеющих определенное отличие по характеру выполнения деформации: продольная, поперечная, поперечно – винтовая. Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки. Процесс прокатки осуществляется как в холодном, так и горячем состоянии. При прокатке контролируется температура начала и конца процесса, режим обжатия, настройка валков в результате наблюдения за размерами и формой проката. Для контроля состояния поверхности проката регулярно отбирают пробы. Процесс прокатки осуществляют на специальных прокатных станах. Прокатный стан – комплекс машин для деформирования металла во вращающихся валках и выполнения вспомогательных операций (транспортирование, нагрев, термическая обработка, контроль и т.д.). В зависимости от профиля прокат делится на четыре основные группы: листовой, сортовой, трубный и специальный. В зависимости от того нагретая или холодная заготовка поступает в прокатные валки – горячий и холодный.
Презентуемые издания:1. Никитин Г.С. Теория непрерывной продольной прокатки.
2. Зотов В.Ф. Производство проката.
3. Глухов В.В. Организация прокатного производства.
4. Делюсто Л.Г. Абразивно-порошковая очистка проката от окалины.
5. Кохан Л.С., Коростелев А.Б., Белелюбский Б.Ф., Шульгин А.В., Мочалов Н.А. Проектирование современных конструкций валков прокатных станов.

Выставка действует в помещении ФБУ "РНТПБ" с 21.05.2014 по 30.05.2014
Здания учреждений должны быть оборудованы средствами оповещения людей о пожаре. Для оповещения людей о пожаре могут быть использованы внутренняя телефонная и радиотрансляционная сети, специально смонтированные сети вещания, звонки и другие звуковые сигналы. Системы оповещения о пожаре должны обеспечивать в соответствии с планами эвакуации передачу сигналов оповещения одновременно по всему зданию (сооружению) или выборочно в отдельные его части (этажи, секции и т. п.). Порядок использования систем оповещения должен быть определен в инструкциях по их эксплуатации и в планах эвакуации с указанием лиц, которые имеют право приводить системы в действие. В зданиях, где не требуются технические средства оповещения людей о пожаре, руководитель объекта должен определить порядок оповещения людей о пожаре и назначить ответственных за это лиц. Оповещатели (громкоговорители) должны быть без регулятора громкости и подключены к сети без разъемных устройств. Работник, заметивший пожар или загорание, должен организовать оповещение об этом всех находящихся в здании людей, независимо от размеров и места пожара или загорания, равно как и при обнаружении хотя бы малейших признаков горения (дыма, запаха гари), и немедленно вызвать пожарную охрану по телефону «01». Первоочередность этого действия не вызывает сомнения, т.к. чем быстрее прибудет пожарная помощь, тем успешнее будет ликвидирован пожар и быстрее оказана помощь людям, находящимся в опасности. Сообщения о пожаре, как правило, передаются по телефону. Поэтому каждый человек должен хорошо знать места расположения телефонных аппаратов, особенно тех, которые доступны в любое время суток. Каждый работник учреждения, обнаруживший пожар и его признаки (задымление, запах горения или тления различных материалов, повышение температуры и т.п.) обязан:
а) немедленно сообщить об этом по телефону в пожарную часть (при этом необходимо четко назвать адрес учреждения, место возникновения пожара, а также сообщить свою должность и фамилию);
б) задействовать систему оповещения людей о пожаре, приступить самому и привлечь других лиц к эвакуации людей из здания в безопасное место согласно плану эвакуации;
в) известить о пожаре руководителя учреждения или заменяющего его работника;
г) организовать встречу пожарных подразделений, принять меры по тушению пожара имеющимися в учреждении средствами пожаротушения.
1. Михайлов Ю.М. Противопожарный режим предприятия, организации, учреждения.
2. Бадагуев Б.Т. Пожарная безопасность на предприятии.
3. Федоров В.С., колчунов В.И., Левитский В.Е. Противопожарная защита зданий. Конструктивные и планировочные решения.
Выставка действует в помещении ФБУ "РНТПБ" с 27.05.2014 по 30.05.2014
На выставке представлены издания, включающие статьи о наиболее важных направлениях развития современных форм и методов обслуживания читателей и пользователей библиотек, включая вопросы внедрения новых форм работы, применения новейших технологий и др.
Презентуемые издания:1. Ответственный за выпуск: Линдеман Е.В. Сборник. Библиотечное обслуживание в информационном веке.
2. Амлинский Л.З. Научные библиотеки информационного общества. Организация и технология.
3. Елисина Е.Ю. Электронные услуги библиотек.
4. Шрайберг Я.Л. Электронная книга, будущее библиотеки и общественное сознание: попытка осмысления и предвидения.
5. Галеева И.С. Интернет как инструмент библиографического поиска.

Выставка действует в помещении ФБУ "РНТПБ" со 02.06.2014 по 09.06.2014
Проблема сбора и утилизации отходов производства и потребления является одной из старейших в истории человечества. Неконтролируемый вывоз отходов приводил к загрязнению подземных и поверхностных вод, повышенному содержанию в воздухе метана, других продуктов гниения, размножению крыс, тараканов, распространению инфекционных болезней. В настоящее время основной целью обращения с отходами производства и потребления является предотвращение их вредного воздействия на здоровье человека и окружающую природную среду. Санитарно-эпидемиологическое благополучие населения обеспечивается посредством: профилактики заболеваний в соответствии с санитарно-эпидемиологической обстановкой и прогнозом ее изменения; контроля за выполнением санитарно-противоэпидемических (профилактических) мероприятий и обязательным соблюдением гражданами, индивидуальными предпринимателями и юридическими лицами санитарных правил как составной части осуществляемой ими деятельности; лицензирования видов деятельности, представляющих потенциальную опасность для человека; государственной регистрации потенциально опасных для человека химических и биологических веществ, отдельных видов продукции, радиоактивных веществ, отходов производства и потребления. Отходы подлежат сбору, использованию, обезвреживанию, транспортировке, хранению и захоронению, условия и способы которых должны быть безопасными для здоровья населения и среды обитания, которые должны осуществляться в соответствии с санитарными правилами и иными нормативными правовыми актами. Опасность отходов состоит в их повсеместном и постоянном образовании в огромных количествах. В своем составе они могут содержать токсичные компоненты в биологически опасных концентрациях, возбудителей инфекционных и паразитарных заболеваний, радиоактивные вещества. Во многих странах выявлен широкий спектр заболеваний, в том числе онкологических, у населения проживающего около свалок промышленных отходов. В XX в. в связи с быстрой урбанизацией комплекс проблем, связанных с образованием отходов, особенно обострился. На одного жителя Земли приходится в день от 0,5 кг в развивающихся до 2 кг отходов в развитых странах. Учитывая, что темпы роста населения городов в развивающихся странах составляют 5% в год, а в Западной Европе города практически слились с селами, проблемы отходов будут обостряться. По данным официальной статистики, в России ежегодно образуется от 2,7 до 3,9 млрд т отходов: 2,6 млрд т промышленных отходов; 700 млн т жидких отходов птицеводства и животноводства; 35-40 млн т ТБО; 30 млн т осадков сточных вод; 3 млн т медицинских отходов. Общий объем неутилизированных (накопленных) отходов – 82 млрд т, из них более 1,5 млрд т высокотоксичных. Отходы производства и потребления подразделяют на промышленные, твердые бытовые (ТБО), медицинские, биологические, радиоактивные, древесно-растительные, крупногабаритный мусор, строительные отходы и грунты, осадки очистных сооружений водопровода и канализации, осадки ливневых очистных сооружений. высшую ценность представляет гармоничное развитие человека и природы. Все в природе имеет право на существование «просто так», вне зависимости от полезности или бесполезности и даже вредности для человека. Человек не собственник природы, а один из членов природного сообщества. Новое экологическое сознание кардинальным образом меняет поведение людей по отношению к природе, но задача его формирования чрезвычайно трудна. В настоящее время каждый человек, независимо от его специальности, должен обладать экологическими знаниями. Только в этом случае он сможет реально оценить последствия своей практической деятельности.
Представленные издания:1. Снаткин В. Экология и охрана природы. Словарь-справочник.
2. Под редакцией профессора Медведева В.Т. Инженерная экология. Учебник.
3. Челноков А.А., Ющенко Л.Ф. Основы промышленной экологии.
4. Калыгин В.Г. промышленная экология. Защита окружающей среды.
5. Одум Ю. Экология.В двух томах.
6. Новиков Ю.В. Экология, окружающая среда и человек.

Выставка действует в помещении ФБУ "РНТПБ" с 10.06.2014 по 18.06.2014
Прообразы многих деталей машин известны с глубокой древности, самые ранние из них — рычаг и клин. Детали машин (от франц. détail — подробность) – элементы машин, каждый из которых представляет собой одно целое и не может быть без разрушения разобран на более простые, составные звенья машин. детали машин является также научной дисциплиной, рассматривающей теорию, расчёт и конструирование машин. Число деталей в сложных машинах достигает десятков тысяч. Выполнение машин из деталей прежде всего вызвано необходимостью относительных движений частей. Однако неподвижные и взаимно неподвижные части машин (звенья) также делают из отдельных соединённых между собой деталей. Это позволяет применять оптимальные материалы, восстанавливать работоспособность изношенных машин, заменяя только простые и дешёвые детали, облегчает их изготовление, обеспечивает возможность и удобство сборки. детали машин как научная дисциплина рассматривает следующие основные функциональные группы. Корпусные детали, несущие механизмы и другие узлы машин: плиты, поддерживающие машины, состоящие из отдельных агрегатов; станины, несущие основные узлы машин; рамы транспортных машин; корпусы ротационных машин (турбин, насосов, электродвигателей); цилиндры и блоки цилиндров; корпусы редукторов, коробок передач; столы, салазки, суппорты, консоли, кронштейны и др. Передачи — механизмы, передающие механическую энергию на расстояние, как правило, с преобразованием скоростей и моментов, иногда с преобразованием видов и законов движения. Валы и оси служат для поддерживания вращающихся детали машин Для соединения валов служат муфты. Соединительные детали являются отдельной функциональной группой. Материалы детали машин в большой степени определяют качество машин и составляют значительную часть их стоимости (например, в автомобилях до 65—70%). Основными материалами для детали машин являются сталь, чугун и цветные сплавы. Пластические массы применяют как электроизолирующие, антифрикционные и фрикционные, коррозионно-стойкие, теплоизолирующие, высокопрочные (стеклопласты), а также как обладающие хорошими технологическими свойствами. Резины используют как материалы, обладающие высокой упругостью и износостойкостью. Ответственные детали машин (зубчатые колёса, сильно напряжённые валы и др.) выполняют из закалённой или улучшенной стали. Для детали машин, размеры которых определяются условиями жёсткости, используют материалы, допускающие изготовление деталей совершенных форм, например незакалённую сталь и чугун. Детали машин, работающие при высоких температурах, выполняют из жаростойких или жаропрочных сплавов. На поверхности детали машин действуют наибольшие номинальные напряжения от изгиба и кручения, местные и контактные напряжения, а также происходит износ, поэтому детали машин подвергают поверхностным упрочнениям: химико-термической, термической, механической, термо-механической обработке. Детали машин должны с заданной вероятностью быть работоспособными в течение определённого срока службы при минимально необходимой стоимости их изготовления и эксплуатации. Для этого они должны удовлетворять критериям работоспособности: прочности, жёсткости, износостойкости, теплостойкости и др.
Представленные издания:1. Гуревич Ю.Е., Выров Б.Я., Косов М.Г., Кузнецов А.П. Инженерные основы расчетов деталей машин.
2. Елагина О.Ю. Технологические методы повышения износостойкости деталей машин.
3. Черноиванов В.И., Лялякин В.П. Организация и технология восстановления деталей машин.
4. Кудрявцев И.В., Наумченков Н.Е., Саввина Н.М. Усталость крупных деталей машин.
5. Федоров В.П., Нагоркин М.Н., Ковалева Е.В. Технологическое обеспечение закономерного изменения параметров качества поверхности детали в процессе обработки.
6. Михайлов Ю.Б. Конструирование деталей механизмов и машин.
Выставка действует в помещении ФБУ "РНТПБ" с 19.06.2014 по 30.06.2014
Компьютеры уже прочно вошли в современный мир, во все сферы человеческой деятельности и науки, тем самым создавая необходимость в обеспечении их различным программным обеспечением. Конечно, в первую очередь это связано с развитием электронной вычислительной техники и с её быстрым совершенствованием и внедрением в различные сферы человеческой деятельности. Объединение компьютеров в сети позволило значительно повысить производительность труда. Компьютеры используются как для производственных (или офисных) нужд, так и для обучения. В настоящее время локальные вычислительные (ЛВС) получили очень широкое распространение. Это вызвано несколькими причинами:
- объединение компьютеров в сеть позволяет значительно экономить денежные средства за счет уменьшения затрат на содержание компьютеров (достаточно иметь определенное дисковое пространство на файл-сервере (главном компьютере сети) с установленными на нем программными продуктами, используемыми несколькими рабочими станциями);
- локальные сети позволяют использовать почтовый ящик для передачи сообщений на другие компьютеры, что позволяет в наиболее короткий срок передавать документы с одного компьютера на другой;
- локальные сети, при наличии специального программного обеспечения (ПО), служат для организации совместного использования файлов (к примеру, бухгалтеры на нескольких машинах могут обрабатывать проводки одной и той же бухгалтерской книги).
Кроме всего прочего, в некоторых сферах деятельности просто невозможно обойтись без ЛВС. К таким сферам относятся: банковское дело, складские операции крупных компаний, электронные архивы библиотек и др. В этих сферах каждая отдельно взятая рабочая станция в принципе не может хранить всей информации (в основном, по причине слишком большого ее объема). Сеть позволяет ИЗБРАННЫМ (зарегистрированным на файл-сервере) пользователям
получать доступ к той информации, к которой их допускает оператор сети.
Существует три основных вида компьютерных сетей:
- локальная вычислительная сеть (ЛВС);
- региональная вычислительная сеть (РВС);
- глобальная вычислительная сеть (Internet).
Кроме того, каждая из перечисленных сетей может быть:
- Односерверной – сеть обслуживается одним файл-сервером (ФС);
- Многосерверной – сеть обслуживается несколькими ФС;
- Распределенной - Две или более локальных сетей, соединенных внутренним или внешним мостами (мост или межсетевое соединение управляет процессом обмена пакетами данных из одной кабельной системы в другую). Пользователи распределенной сети могут использовать резервы (такие как: файлы, принтеры или дисковые драйвы) всех соединенных локальных сетей;
- Многосерверной локальной – когда локальная сеть обслуживается более чем одним файл-сервером;
- Многосерверной распределенной.
Также ЛВС могут быть одноранговыми (все компьютеры в сети равноправны, т.е. нет ФС, Любая рабочая станция может получить доступ к любой другой рабочей станции) и с централизованным управлением (выделенным сервером).
Локальная сеть - это группа компьютеров, которые могут связываться друг с другом, совместно использовать периферийное оборудование (например, жесткие диски, принтеры и т.д.) и обращаться к удаленным центральным ЭВМ или другим локальным сетям. Локальная сеть может состоять из одного или более файл-серверов, рабочих станций и периферийных устройств. Пользователи сети могут совместно использовать одни и те же файлы (как файлы данных, так и файлы программ), посылать сообщения непосредственно между рабочими станциями и защищать файлы с помощью мощной системы защиты.
Основными видами локальных вычислительных сетей являются Ethernet и ARCNET. Причем Ethernet может иметь несколько типов кабеля:
- тонкий кабель Ethernet – иначе называется “Thinnet”. Имеет ряд преимуществ, таких как использование более дешевого кабеля по сравнению с системой толстого кабеля Ethernet и использование аппаратуры, которую проще устанавливать;
- толстый кабель Ethernet (также известная как “Thicknet”) получила свое название благодаря используемому в ней стандартному, или толстому кабелю Ethernet. Толстый кабель позволяет включать в систему большее количество компьютеров и увеличивать расстояние между компьютерами. Однако этот кабель дороже, а его установка сложнее по сравнению с тонким кабелем Ethernet;
- витая пара Ethernet. Преимущество системы Ethernet на витой паре в
том, что кабель дешевле по сравнению с перечисленными выше кабелями, а его установка проще.
Наравне с приведенными выше способами подключения встречается способ Token-ring. Одним из преимуществ системы является прогнозируемость: одна часть системы может испортиться, но все-таки не остановится. Также, система поддерживается программным обеспечением для больших ЭВМ фирмы IBM, что может в некоторых ситуациях принести выгоду. Слабые стороны системы в сравнении с другими системами заключаются в дороговизне и усложненности кабелей. К тому же, в некоторых случаях трудно вести поиск неисправностей. Региональная сеть – это города, объединенные в сеть посредством расположенных в них компьютерах. К глобальной вычислительной сети следует отнести Internet. На данный момент это единственная сеть, объединяющая целые государства. На данный момент американскими компаниями ведутся разработки по созданию альтернативной глобальной сети. В мире существует очень большое количество сетевых операционных систем.
Среди наиболее удачных из них хотелось бы отметить Unix, Novell NetWare и Windows NT Server. Все эти системы позволяют организовывать файл-серверы, вести картотеку пользователей, ограничивать права клиентов файл-сервера, выделять ресурсы рабочим станциям. Каждая из этих систем удовлетворяет критериям надежности, отказоустойчивости и что самое главное – безопасности. Помимо систем, главной функцией которых является организация файл-сервера, существуют системы, обеспечивающие работу пользователя в сети. К числу таких операционных систем следует отнести (в хронологическом порядке) Novell DOS, Windows for Workgroups, Windows95-98, Windows NT Workstation. Причем последние операционные системы содержат не только утилиты, позволяющие осуществлять доступ к локальным сетям, но и утилиты доступа к Internet.
1. Олифер В.Г.,Олифер Н.А. Компьютерные сети. Принципы, технологии, протоколы.
2. Таненбаум Э. Компьютерные сети. 4-е издание.
3. Ершов В.А., Кузнецов Н.А. Мультисервисные телекоммуникационные сети.
4. Под редакцией Назарова А.В. Эксплуатация объектов сетевой инфраструктуры.
5. Соловьев Л.Ф. Сетевые технологии. Учебник-практикум.
6. Олифер В.Г.,Олифер Н.А. Сетевые операционные системы.
7. Скляров О.К. Волоконно-оптические сети и системы связи.

Выставка действует в помещении ФБУ "РНТПБ" с 08.07.2014 по 14.07.2014
Кабелем называют устройство, предназначенное для канализации электрической энергии и состоящее из одного или нескольких изолированных друг от друга проводников, заключенных в герметическую защитную оболочку из резины, пластмассы, алюминия или свинца. Кабель, имеющий поверх защитной оболочки покрытие (броню) из стальных лент, плоской или круглой проволоки (для защиты от механических повреждений), называется бронированным. Если защитные или броневые оболочки кабеля не пропитаны джутовой пропитанной пряжей, то такой кабель называют голым.
Силовые кабели предназначены для передачи и распределения электрической энергии при напряжении промышленной частоты и постоянном напряжении и являются наиболее ответственными изделиями кабельной отрасли. По виду изоляции и оболочки различают следующие силовые кабели: с пропитанной бумажной изоляцией в металлической оболочке; с бумажной изоляцией пропитанной нестекающим составом, в металлической оболочке; с пластмассовой изоляцией в пластмассовой или металлической оболочке; с резиновой изоляцией в пластмассовой, резиновой или металлической оболочках.
Провод электрический – это неизолированный или изолированный проводник электрического тока, состоящий из одного (одножильный провод) или нескольких (многожильный провод) проволок – чаще всего медных, алюминиевых или, значительно реже, стальных. Провода используют при сооружении линий электропередач (ЛЭП), изготовлении обмоток электрических машин, монтаже радиоаппаратуры, в устройствах связи и т.д.
Важной частью электроустановок является электрическая проводка (ЭП). Она состоит из проводов и кабелей с относящимися к ним креплениями, поддерживающими и защитными конструкциями.
Для монтажа ЭП применяют силовые и установочные провода. Используют для соединения электроустановок (ЭУ) и их частей при прокладки внутри помещения, на открытом воздухе, в трубах и т.д. Изоляция проводов рассчитана на напряжение 380, 660 и 3000В переменного тока. И может быть резиновой или пластмассовой.
Провода разделяются на:
- изолированные и неизолированные;
- защищенные и незащищенные.
Широкое применение проводов с полихлорвиниловой изоляцией обеспечила: высокая водостойкость, морозостойкость и негорючесть полихлорвинила.
Конструктивное отличие кабелей от проводов заключается в том, что жилы кабелей имеют герметизированную, свинцовую, алюминиевую или пластмассовые оболочки. Кабельная линия служит для передачи электроэнергии или отдельных её импульсов и состоит из одного или нескольких кабелей с соединительными или концевыми муфтами. Работы по прокладке кабельных линий должны выполняться в минимальные сроки и на участке работ должны быть обеспечены безопасность движения транспорта и пешеходов, а также нормальная деятельность предприятий. Поэтому до начала работ следует хорошо изучить техническую документацию, осмотреть трассу кабельной линии и наметить пункты складирования необходимых материалов, инструментов, приспособлений и механизмов, а также места движения пешеходов и переезда транспорта через трассу, с тем, чтобы можно было своевременно подготовить необходимое количество ограждений, сигнальных знаков и пешеходных мостиков. С января 2011 года выпуск силовых кабелей с пластмассовой изоляцией на номинальное напряжение до 3кВ осуществляется в соответствии с ГОСТ Р 53769-2010, установочных проводов – в соответствии с ГОСТ Р 53768-2010. Значит, приобретаемый вами продукт из данного номенклатурного ряда в обязательном порядке должен быть произведен в соответствии со стандартами. Уточнить, соответствует ли кабель или провод требованиям новых ГОСТов можно, запросив сертификат соответствия у продавца (производителя). Существует обязательная и добровольная сертификация кабельно-проводниковой продукции. Определен перечень кабелей и проводов, подлежащих тому или иному виду сертификации (более подробную информацию можно получить на сайте отраслевого ВНИИКП). Если говорить о пожаробезопасной продукции, то такие кабели и провода в обязательном порядке должны быть сертифицированы в системе пожарной безопасности. Всегда спрашивайте сертификаты на продукцию у продавца, совершаете ли вы покупку на заводе или в розничной сети. Доверяйте сертификатам, выданным органами, имеющими соответствующие лицензии и аккредитации и имеющим незапятнанную репутацию. Ряд производителей защищает свою продукцию дополнительно, выдавая на каждый барабан или паллету с кабелем сертификат качества на бумаге с водяными знаками. Каждый сертификат имеет уникальный номер, по которому можно определить, когда было произведено изделие. Наличие такого сертификата подтверждает, что кабель произведен именно на предприятии холдинга. В случае сомнения можно проверить, изготавливался ли такой продукт. Кроме того, для предотвращения хищения и подделки кабеля на концах кабеля крепятся голографические наклейки с уникальными номерами. Голографические наклейки разрушаются при попытке их снять. Номера наклеек дублируются в сертификате качества.
Рекомендуется приобретать продукт известного производителя. Именно подготовленный персонал, современная производственная база, отработанная технология и жесткий контроль качества как входных материалов, так и готовых изделий на всех этапах его производства – вот что гарантирует качество кабелей и проводов, изготовленных известными российскими и мировыми брендами кабельной промышленности. Обладание необходимыми знаниями позволит вам оградить себя от контрафактной и фальсифицированной продукции, позволит сделать правильный выбор, позволит быть уверенным в безопасности используемых кабелей и проводов.
1. Уиди Б. Кабельные линии высокого напряжения.
2. Белоусов Н.И., Саакян А.Е., Яковлева А.И. Электрические кабели, провода и шнуры. Справочник.
3. Пешков И.Б. Материалы кабельного производства.
4. Андреев В.А. Релейная защита и автоматика систем электроснабжения.
5. Чунихин А.А. Электрические аппараты. Учебник для вузов.
Выставка действует в помещении ФБУ "РНТПБ" с 22.07.2014 по 31.07.2014
Машиностроительный комплекс играет исключительно важную роль в экономике, обеспечивая своей продукцией нужды материального производства, непроизводительной сферы, обороны и населения. От него зависит технологический прогресс в обществе, уровень производственного аппарата и качество жизни людей. Машиностроение, как и экономика РФ в целом, находится в кризисе. Для выхода из него необходимо выборочное обновление основных фондов с учетом максимального износа, конверсия и перепрофилирование предприятий. Для технологической сбалансированности комплекса, придания минимально необходимой гибкости его производственной базе требуется приоритетное увеличение выпуска оборудования межотраслевого назначения: приборов и средств автоматизации, технологической оснастки и инструмента. Анализ состояния и перспектив развития машиностроительного комплекса показывает, что его судьба, а значит и индустриальное будущее страны, зависит от того, в какой мере и как скоро удастся преодолеть инвестиционно-спросовые ограничения. Для этого необходимо, прежде всего, продуманная система структурно-инвестиционного государственного регулирования, которое сделает машиностроение сферой активного и приоритетного инвестирования.
Представленные издания:
Выставка действует в помещении ФБУ "РНТПБ" с 04.08.2014 по 12.08.2014
Промышленный робот - программноуправляемое устройство, применяемое в производственных процессах для выполнения действий, аналогичных тем, какие выполняет человек, например, перемещение массивных или крупногабаритных грузов, точная сварка, покраска, а также, с использованием оптического зрения, сортировка продукции. Манипулятор промышленного робота имеет 2-6 степеней свободы и может перемещать грузы до нескольких сот килограммов в радиусе до нескольких метров.
Тысячи компаний по всему миру в настоящее время делают серьезный упор на использование роботов в своем производстве, Россия тоже пытается не отставать и отмечающийся в последние годы рост экономики в России, сопровождается активным внедрением новых технологий. Эффективное и конкурентоспособное промышленное предприятие в условиях современного рынка должно постоянно модернизировать свое производство, внедрять новые технологии, проводить исследовательские работы. В таких условиях маркетинговые исследования необходимы не только управленческому, но и инженерному персоналу для выработки новых технологий и контроля деятельности компаний - конкурентов. Улучшить любое производство можно за счет применения новейших технологий.
Например, это возможно благодаря внедрению в технологическую цепочку роботизированных систем, которые в полном автоматическом режиме могут выполнять основные технологические и вспомогательные работы. Наблюдается тенденция увеличения парка роботов в современном промышленном производстве, которая обусловлена рядом объективных факторов. Как правило, это не только стремление к повышению производительности труда, но и насущной необходимостью обеспечить высокое качество продукции и стабильность этого показателя при больших партиях или при частых изменениях объектов производства и потребительского рынка.
Достоинства использования робототехники очевидны :
• повышение точности выполнения технологических операций и, как следствие, улучшение качества;
• возможность использования технологического оборудования в три смены, 365 дней в году;
• рациональность использования производственных помещений;
• исключение влияния человеческого фактора на поточных производствах, а также при проведении монотонных работ, требующих высокой точности;
• исключение воздействия вредных факторов на персонал на производствах с повышенной опасностью;
• достаточно быстрая окупаемость.
При снижении стоимости промышленных роботов они становятся доступными на рынке не только крупным заводам, но и другим средним предприятиям, занимающимся производством.
Независимо от типа решаемой задачи, главным требованием для заказчика является высокая отказоустойчивость. Благодаря специальным решениям, гарантирующим исключительно высокую надежность в эксплуатации, роботы полностью удовлетворяют этому требованию. Они могут служить десять-пятнадцать лет. Их легко перепрограммировать под другие задачи. Они дают возможность построить гибкое и эффективное производство, потому что на одном и том же оборудовании, меняя программы роботов, можно выпускать различные виды продукции.
На современных промышленных предприятиях особенную актуальность приобретает использование автоматизированных решений, бережливое и безлюдное производство, внедрение новых технологий и устранение вредных факторов, влияющих на здоровье человека.
В связи с этим особую популярность завоевывают решения по автоматизации производства на базе промышленных роботов, позволяющих обеспечить полный цикл обработки с высокой производительностью и точностью, избежать перерывов и производственных ошибок, свойственных человеку.
Современный промышленный робот-манипулятор в большинстве случаев применяется для замены ручного труда. Так, робот может использовать инструментальный захват для фиксации инструмента и осуществления обработки детали либо держать саму заготовку для того, чтобы подавать ее в рабочую зону на дальнейшую обработку.
Робот имеет ряд ограничений, таких как зона досягаемости, грузоподъемность, необходимость избежать столкновения с препятствием, необходимость предварительного программирования каждого движения. Но при его правильном применении и предварительном анализе работы системы робот способен обеспечить производство рядом преимуществ, повысить качество и эффективность рабочего процесса.
Для оценки актуальности внедрения робота в процесс обработки приведем ряд преимуществ и недостатков применения робототехники на предприятии:
1. Производительность
При применении робота производительность обычно повышается. Прежде всего, это связано с более быстрым перемещением и позиционированием в процессе обработки, также играет роль и такой фактор, как возможность автоматической работы 24 часа в сутки без перерывов и простоев. В случае правильно выбранного применения роботизированной системы производительность по сравнению с ручным производством возрастает в разы или даже на порядок.
Следует отметить, что при широкой номенклатуре изделий, постоянных переналадках, необходимости большого количества периферийного оборудования для разных деталей производительность может и снижаться, делая процесс неэффективным и сложным.
2. Улучшение экономических показателей
Заменяя человека, робот эффективно снижает затраты на оплату специалистов. Особенно данный фактор важен в экономически развитых странах с высокими заработными платами рабочих и необходимостью больших надбавок за переработку, ночное время и т.д. В случае применения робота или автоматизированной системы, в цехе необходимо лишь наличие оператора, контролирующего процесс, при этом оператор может контролировать сразу несколько систем.
При первоначальной закупке роботизированная ячейка – достаточно серьезное финансовое вложение, и предприятие заинтересовано в его быстрой окупаемости. Неправильное применение оборудования и ошибки в его комплектации и расстановке могут привести к увеличению времени обработки либо трудоемкости работы, тем самым снизить экономичность производства.
3. Качество обработки
Часто причиной внедрения технологической системы на базе промышленного робота становится необходимость обеспечения заданного в документации на изделие качества обработки.
Высокая точность позиционирования промышленных роботов (0.1 0.05 мм) и повторяемость обеспечивают надлежащее качество изделия и устраняют возможность производственного брака. Исключение человеческого фактора приводит к минимизации рабочих ошибок и сохранению постоянной повторяемости на всей производственной программе.
4. Безопасность
Применение робота достаточно эффективно на вредном производстве, оказывающем неблагоприятное воздействие на человека, например, в литейной промышленности, при зачистке сварных швов, окрасочных работах, сварочных процессах и т.д. В случаях, когда применение ручного труда ограничивается законодательством, внедрение робота может являться единственным решением.
При работе в цехе периметр рабочей зоны ограждается различными устройствами для предотвращения проникновения человека в зону действия робота. Наличие защитных систем является главным и неотъемлемым условием безопасной работы роботизированных систем по всему миру.
5. Минимизация рабочего пространства
Правильно скомплектованная ячейка на базе промышленного робота более компактна, чем рабочая зона для выполнения ручных работ. Это достигается более эргономичной конструкцией сборочных кондукторов, небольшим размером места, занимаемого роботом, возможностью его размещения в подвешенном состоянии и т.д.
6. Минимальное обслуживание
Современные промышленные роботы, благодаря применению асинхронных двигателей и качественных редукторов, практически не нуждаются в обслуживании. Изготавливаются специальные модели роботов из нержавеющей стали, например, для работы в медицинской и пищевой промышленности, при высоких и низких температурах и в агрессивных средах. Это делает их менее восприимчивыми к окружающей среде и повышает износостойкость оборудования.
1. Егоров О.Д. Конструирование механизмов роботов.
2. Макаров И.М., Топчеев Ю.И. Робототехника. История и перспективы.
3. Иванов А.А. Основы робототехники.
4. Фирас А.Р., Булгаков А.Г. Интеллектуальные системы планирования и управления перемещением робота-манипулятора в неизвестной среде.
5. Рыбак Л.А., Ержуков В.В., Чичварин А.В. Эффективные методы решения задач кинематики и динамики робота-станка параллельной структуры.
6. Игнатова Е.И., Ростов Н.В. Робототехнические системы. Компьютерное моделирование.

Выставка действует в помещении ФБУ "РНТПБ" с 14.08.2014 по 29.08.2014
Насос – это устройство (гидравлическая машина, аппарат или прибор) для напорного перемещения (всасывания и нагнетания) главным образом капельной жидкости в результате сообщения ей внешней энергии. Основной параметр насоса – количество жидкости, перемещаемое в единицу времени, т.е. осуществляемая им объёмная подача воды. Для большинства насосов важнейшими техническими параметрами также являются: развиваемое давление или соответствующий ему напор, потребляемая мощность и КПД. Существует множество различных типов насосов, различающихся принципами работы, применению, а также рабочими параметрами. Циркуляционные насосы обеспечивают циркуляцию воды в системах отопления и горячего водоснабжения, системах обогрева полов. Принципиальные отличия бытовых дренажных насосов и насосов для канализации (фекальных насосов) заключается в возможности тех или других для работы с жидкостями содержащими твердые и волокнистые включения. Скважинные насосы являются центробежными погружными насосами, рассчитанными на установку в скважинах, шахтных колодцах и различных технологических емкостях. Компактные повысительные насосы используются для повышения давления в уже имеющейся системе водоснабжения индивидуального дома или квартиры. Погружные насосы применяются для водоснабжения из резервуаров (например, колодцев, водоемов, резервуаров и других источников) путем непосредственного погружения в воду, обеспечивают подъем воды с глубин, не доступных центробежным эжекторным насосам. Насосные станции предназначены для автоматического водоснабжения и повышения давления. Насосная станция включает в себя многоступенчатый самовсасывающий насос способный подавать воду с глубины, а также реле давления и напорный бак. Они идеально подходят для повышения давления в гидравлической системе при перекачивании воды из накопительных емкостей или из водопроводной сети.
Представленные издания:1. Демихов К.Е., Никулин Н.К. Оптимизация высоковакуумных механических насосов.
2. Лезнов Б.С. Методика оценки эффективности регулируемого электропривода в водопроводных и канализационных насосных установках.
3. Карелин В.Я., Минаев А.В. Насосы и насосные станции.
4. Рязанцев В.М. Роторно-вращательные насосы с циклоидальными зацеплениями.
5. Захаров Б.С., Захаров И.Б. Уплотнения нефтяных центробежных и поршневых насосов.

Выставка действует в помещении ФБУ "РНТПБ" с 01.09.2014 по 14.09.2014
Вакуумная техника – совокупность методов и аппаратуры для получения, поддержания и контроля вакуума. История развития физики и химии, а также ряда отраслей промышленности неразрывно связана с развитием вакуумной техники.
Быстрое развитие вакуумной техники связано с развитием электроники, ядерной энергетики, ускорительной техники. Современные достижения в области вакуумной дистиляции, широкое распространение вакуумно-металлургических и вакуумно-химических процессов, работы в области управляемых термоядерных реакций, техника получения тонких плёнок, особо чистых материалов для космических летательных аппаратов и испытания этих аппаратов в условиях, близких к космическим, стали возможны только благодаря высокому уровню развития современной вакуумной техники. В июне 1958 г. в Бельгии состоялся первый Международный конгресс по вакуумной технике, решением которого было создание Международного общества по вакуумной физике и вакуумной технике. Вакуумную технику широко применяют как в промышленности, так и в лабораторной практике. Например, массовое производство различных электровакуумных приборов неразрывно связано с совершенствованием получения высокого вакуума и возможностью его поддержания. Очистку и разделение высокомолекулярных кремнийорганических соединений, продуктов полимеризации, масляных фракций нефти, сложных эфиров, спирта, концентратов витаминов и др. продуктов производят в вакууме. В вакууме ведут обезгаживание и пропитывают изоляционные материалы, заливают конденсаторы и трансформаторы, пропитывают кабели, сушат вещества (например, пластмассы), которые при атмосферном давлении не высушиваются. В вакууме также сушат при комнатной и повышенной температурах и в замороженном состоянии методом сублимации термочувствительных веществ (яичный белок, ферменты, женское молоко, антибиотики, культуры бактерий, вакцины и т.д.). Вакуумными насосами удаляют растворители из веществ, не допускающих нагревания (например, взрывчатые вещества), и повышают концентрацию растворов. Вакуум нашёл применение при термическом или катодном распылении металла для нанесения покрытий и металлизации различных материалов, например в производстве оптических и бытовых зеркал, ёлочных игрушек, отражателей автомобильных и самолётных фар, украшений из металлов и пластмасс. В вакууме производят обработку тканей при крашении, металлизацию бумаги, керамики, матриц граммофонных пластинок и полупроводниковых материалов. В металлургии в вакууме восстанавливают металлы из руд и их химических соединений, производят плавку, рафинирование и дегазацию металлов. Процессы плавки, испарения и перегонки металлов в вакууме лежат в основе получения материалов высокой чистоты. Средства вакуумной техники в современной экспериментальной физике обеспечивают работы электрофизических приборов и установок, в которых осуществляется движение пучков заряженных частиц. Только в сверхвысоком вакууме возможны исследования физических свойств поверхностей твёрдых тел, а также некоторые исследования, требующие получения газов высокой чистоты.
Расширенный обзор этих сведений вы найдете в представленных на выставке изданиях.
1. Под ред. Демихова К.Е. Вакуумная, компрессорная техника и пневмоагрегаты.
2. Уэстон Дж. Техника свервысокого вакуума.
3. Фролов Е.С. Турбомолекулярные вакуум-насосы.
4. Розанов Л.Н. Вакуумное технологическое оборудование.
5. Попов А.Н. Вакуумная техника.
6. Кожитов Л.В., Зарапин А.Ю., Чиченев Н.А. Технологическое вакуумное оборудование. В 2-х частях.

Выставка действует в помещении ФБУ "РНТПБ" с 15.09.2014 по 26.09.2014
Каталог (греч. katalogos – список) – это перечень каких-либо предметов (книг, экспонатов, товаров), составленный в определенном порядке.
Каталог – нормативно-производственное, справочное и рекламное издание, содержащее систематизированный перечень имеющихся в наличии предметов и услуг. Различают следующие виды каталогов: издательский, книготорговый, номенклатурный, промышленный (каталог промышленного оборудования и изделий) и библиотечный. По форме каталоги могут быть карточными, листовыми, блок-карточными (состоящими из отдельных карточек, скрепленных по краям зажимами), книжными и электронными. Промышленный каталог содержит систематизированный перечень промышленной продукции, сведения об изделиях, серийно выпускаемых, рекомендованных к серийному производству либо снимаемых с производства, а также сведения об изменениях параметров, технических и эксплуатационных (потребительских) характеристик, вносимых в процессе производства изделий, и обеспечивает достоверность, полноту и оперативность информации. Информация для каталожного описания нового изделия, поставленного на серийное производство, предоставляется одновременно с началом производства. Информация для листов-каталогов на вновь разработанное, модернизированное изделие предоставляется в месячный срок после утверждения приемочных испытаний этой продукции. Информация по дополнениям и изменениям предоставляется в десятидневный срок после их утверждения. Различают следующие виды промышленных каталогов: номенклатурный, отраслевой, листок-каталог, информационное сообщение (бюллетень) о промышленных изделиях, намечаемых к снятию с производства. Номенклатурный каталог (НК) содержит перечень и основные технические характеристики номенклатуры промышленной серийной продукции; составляется по видам изделий, включает перечень и основные технические характеристики серийных промышленных изделий, номенклатура которых утверждена предприятием-изготовителем на текущий год. НК издается ежегодно как книга и включает обложку, титульный лист, введение, основной текст, условные обозначения и принятые сокращения (при необходимости), алфавитно-предметный указатель, содержание. Наименования изделий располагаются по установленным в отраслях классификационным группам, а внутри их – по типоразмерам. Основной текст НК для каждого изделия содержит: наименование изделий в соответствии с государственными и отраслевыми стандартами и/или техническими условиями с указанием серии, типа, модели, марки и обозначения изделия; код его по классификатору промышленной и сельскохозяйственной продукции (код КП); основное назначение и область применения; поставку (ограничения); исполнение (конструктивное и по условиям эксплуатации, в том числе экспортное); краткую техническую характеристику изделия; цену по прейскуранту оптовых цен (или условную) с указанием номера прейскуранта и года издания; ссылку на отраслевой каталог или листок-каталог; сведения об изготовителе. Отраслевой каталог (ОК) – основной источник информации для выбора и заказа необходимых промышленных изделий потребителями. Он содержит сведения о серийно выпускаемых промышленных изделиях и представляет собой совокупность описаний отдельных видов или групп (серий) изделий одного назначения. ОК формируется по тематическим сериям или темам, может быть листовым или книжным изданием; включает обложку, титульный лист, введение (в книжном издании), основной текст, содержание (в книжном издании), обозначение выпуска и индекс УДК (в листовом издании). Технические характеристики изделий, отраженных в ОК, отличаются большей полнотой, чем данные о тех же изделиях в НК. Листок-каталог содержит сведения о рекомендованных к серийному производству вновь разработанных, модернизированных или модифицированных промышленных изделиях. Его назначение – информировать потребителей о новых или усовершенствованных, улучшенных изделиях и служить для их предварительного выбора. Издание каталога листовое. Наименование изделия приводится в соответствии с государственными, отраслевыми стандартами и/или техническими условиями, указываются серия, тип, модель, марка и обозначение изделия. Перед текстом помещается индекс УДК, указывается вид каталога (листок-каталог) и номер. Содержание и структура листка-каталога максимально приближены к содержанию и структуре ОК. Информационное сообщение (бюллетень) предназначено для информации о промышленных изделиях, подлежащих и планируемых в ближайшие один-два года к снятию с производства. Бюллетень имеет ссылки на ОК, что дает возможность следить за информацией о промышленных изделиях от начала серийного выпуска до снятия с производства. К видам каталожной информации относятся: проспекты (рекламные и пристендовые листки) изделий, предназначенных для экспонирования на выставках; каталоги деталей и сборочных единиц; паспорт-вкладыш, инструкции по монтажу и эксплуатации оборудования. Основными видами зарубежных каталогов являются проспекты, рекламные, пристендовые листки, книги, брошюры, каталоги, где дается полный обзор и описание всей продукции, выпускаемой фирмой. Каталоги иностранных фирм издаются на продукцию одного вида или различной номенклатуры. В них указываются вид продукции, торговые фирмы, марки изделий. Год выхода каталога часто не указывается. Фирменный каталог в отличие от проспекта содержит более полное описание изделия, его техническую характеристику, тип модели, комплектность. Текст снабжается чертежами, таблицами, схемами, графиками. Промышленные каталоги принадлежат к одному из наиболее оперативных источников информации о новой продукции, содержат в себе разнообразные сведения, необходимые для работников промышленности.
1. Бакланова Н.Н., Васичкина А.И., Побережский Г.Р. Котлы малой и средней мощности: Отраслевой каталог 03-03.
2. Бакланова Н.Н., Ванюков Н.А., Сергеева Т.В. Горелки и топочные устройства к котлам и печам различной мощности: Отраслевой каталог 05-07.
3. Бакланова Н.Н., Ванюков Н.А., Сергеева Т.В. Энергетическая арматура для ТЭС и АЭС: Отраслевой каталог 04-05.

Выставка действует в помещении ФБУ "РНТПБ" с 26.09.2014 по 30.09.2014
Машиностроение – это базовая отрасль экономики любой высокоразвитой страны, сердцевина индустрии, важнейшая отрасль промышленности, ее промышленный и интеллектуальный потенциал. В последнее воскресенье сентября отмечают свой профессиональный праздник машиностроители России, Беларуси, Кыргыстана. Говорят, кто водит автомобиль, тот влюбляется в него на всю жизнь. Железные кони сопровождают человека постоянно – это и личный транспорт, и общественный, и сельскохозяйственный. А уж марок автомобилей и машин столько, что всех и перечислить нельзя! Все они существуют благодаря работе машиностроителей. Машиностроение – это не только автомобилестроение. Это и станки, и оборудование, и ядерные реакторы, и подводные лодки, это космические корабли, пылесосы и стиральные машины.
День машиностроителя – это торжественный и праздничный день для всех рабочих и инженеров машиностроительной отрасли экономики.
1. Герасимов Б.И., Жариков В.В., Жарикова М.В. Экономика машиностроения.
2. Мерданов Ш.М., Шефер В.В. Технология машиностроения.
3. Гончаров В.Д. Современные высокие технологии в машиностроении.

Выставка действует в помещении ФБУ "РНТПБ" с 01.10.2014 по 15.10.2014
Термином «криогеника» пользуются последние два-три десятилетия для обозначения области более низких температур (70—0,3 К), широко применяемой в технике. До Второй мировой войны (1941—1945 гг.) редко применялись температуры ниже 70 К (жидкий азот под вакуумом). Более низкие температуры, достигаемые сжижением неона, водорода, гелия, применялись в единичных лабораториях мира для научных исследований, которые оказались исключительно плодотворными. Развитие ракетной техники, выполнение программы космических исследований способствовали быстрому прогрессу криогенной техники, которая вышла за пределы лабораторий и превратилась в новую область индустрии. В 1959 г. начато строительство крупных установок жидкого водорода и за короткий срок создано многотоннажное производство жидкого водорода. Создание жестких сверхпроводников вызвало повышенный интерес к проблеме использования сверхпроводимости в электротехнике и электронике. Возникла новая ветвь технической физики – прикладная сверхпроводимость, которая уже приобрела большое значение для получения сильных магнитных полей в больших рабочих объемах. Габариты и масса криогенных установок, удельные энергозатраты на производство холода при 4,2—15 К. надежность работы в длительном режиме пока еще не соответствуют высоким требованиям будущей криогенной электротехники. Технико-экономическая целесообразность создания криогенной электротехники определяется также значениями теплопритоков внутренних тепловыделений, которые должны быть предельно снижены, в частности, путем усовершенствования теплоизоляции, конструкции токовводов и др. Неоднократно подчеркивалось, что необходимо активно проводить исследования по созданию принципиально новых видов электрооборудования – опытных образцов турбогенераторов, электродвигателей и силовых промышленных трансформаторов на основе сверхпроводящих материалов. Об этом и многом другом Вы узнаете из представленных на выставке библиотечных изданий.
Представленные издания:1. Беляков В.П. Криогенная техника и технология.
2. Красникова О.К. Витые теплообменные аппараты криогенных и теплоэнергетических установок.
3. ОАО "Криогенмаш". Проблемы криогенной техники. Феноменологическая термомеханика. Специальный выпуск.
4. ОАО "Криогенмаш" 50 лет. Криогенная техника. Юбилейный выпуск.

Выставка действует в помещении ФБУ "РНТПБ" с 20.10.2014 по 29.10.2014
Уровень развития промышленности передовых стран на современном этапе характеризуется не только объемом производства и ассортиментом выпускаемой продукции, но и показателями ее качества.
Контроль качества является самой массовой технологической операцией в производстве. В связи с усложнением и требованием неуклонного повышения надежности новой техники, трудоемкость контрольных операций в промышленности резко увеличивается. Срок окупаемости затрат на оборудование неразрушающего для контроля качества изделий во многих случаях в 5…10 раз меньше срока окупаемости технологического оборудования [1].
Качество продукции - это совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Высококачественный объект отличается постоянством химического состава, микро- и макроструктуры, электрических и магнитных характеристик материала, неизменными геометрическими размерами, повышенными механическими, антикоррозионными и другими свойствами.
Рациональное использование комплекса неразрушающих методов контроля позволяет повысить надежность и качество продукции, предотвращает аварии сложных агрегатов и дает производству огромные экономические преимущества. Это помогает также осваивать новое более сложное производство, а также внедрять новые прогрессивные технологические процессы. Стопроцентный неразрушающий контроль позволяет определить качество материалов или полуфабрикатов, проверить эффективность совершенствования производственного процесса и дает возможность отобрать часть годной продукции для дальнейшей обработки.
Систематическое проведение неразрушающих испытаний на различных стадиях технологического процесса и статистическая обработка результатов этих испытании позволяют определять, на каких стадиях процесса возникают дефекты, и, следовательно, устанавливать и устранять причины брака.
При проведении мониторинга технического состояния сложных систем и агрегатов одной из наиболее актуальных является задача объективного своевременного обнаружения дефектов различной природы и организация контроля за развитием дефектов из-за старения элементов при эксплуатации. Одним из путей предотвращения нежелательных последствий от эксплуатации изделий с дефектами является систематичное использование методов неразрушающего контроля. Применение каждого из методов в каждом конкретном случае характеризуется вероятностью выявления дефектов. На вероятность выявления дефектов влияют чувствительность метода, а также условия проведения процедуры контроля. Определение вероятности выявления дефектов является достаточно сложной задачей, которая еще более усложняется, если для повышения достоверности определения дефектов приходится комбинировать методы контроля. Комбинирование методов подразумевает не только использование нескольких методов, но и чередование их в определенной последовательности (технологии). Вместе с тем, стоимость применения метода контроля или их совокупности должна быть по возможности ниже. Таким образом, выбор стратегии применения методов контроля основывается на стремлении, с одной стороны, повысить вероятность выявления дефектов и, с другой стороны, снизить различные технико-экономические затраты на проведение контроля.
Дефектоскопия — обобщающее название неразрушающих методов контроля материалов (изделий); используется для обнаружения нарушений сплошности или однородности макроструктуры, отклонений химического состава и других целей. Наиболее распространены ультразвуковая, рентгено- и гамма-дефектоскопия, ИК, люминесцентная, капиллярная, магнитная, термо- и трибоэлектрическая дефектоскопия.
Основными областями применения ультразвука в приборостроении являются ультразвуковая обработка, ультразвуковая дефектоскопия и оптико-акустическая информатика. Ультразвуковая обработка представляет собой совокупность способов обработки изделий из металлов, полупроводников, керамики и других материалов с использованием энергии ультразвуковых колебаний (УЗК). В производстве изделий электронной техники ультразвуковая обработка часто применяется в сочетании другими методами обработки для интенсификации реализуемых процессов: очистки, сварки, пайки, лужения деталей, химического и электрохимического травления и осаждения металлов, сушки, пропитки пористо-капиллярных материалов (например, секций электролитических конденсаторов).
Ультразвуковая дефектоскопия, группа методов дефектоскопии, в которых используют проникающую способность упругих волн ультразвукового диапазона частот (иногда звукового). Ультразвуковая дефектоскопия один из наиболее универсальных способов неразрушающего контроля, методы которого позволяют обнаруживать поверхностные и глубинные дефекты трещины, раковины, расслоения в металлических и неметаллических материалах (в том числе сварных и паяных швах, клееных многослойных конструкциях), определять зоны коррозии металлов, измерять толщину (резонансный метод).
В состав аппаратуры для акустического неразрушающего контроля входят: акустический дефектоскоп с преобразователями; стандартные образцы; вспомогательные приспособления и устройства для соблюдения параметров сканирования и измерения акустических характеристик выявленных дефектов.
Требования безопасности:
1. Все виды работ по неразрушающему контролю должны проводиться с соблюдением действующих на предприятии правил по охране труда и пожарной безопасности.
2. К проведению неразрушающего контроля допускаются дефектоскописты, прошедшие обучение и инструктаж по безопасности труда в соответствии с требованиями ГОСТ 12.0.004.
3. Конструкция дефектоскопов и технологического оборудования должна соответствовать общим требованиям безопасности по ГОСТ 12.2.003 и общим эргономическим требованиям по ГОСТ 12.2.049.
Оборудование рабочих мест дефектоскопами, вспомогательными устройствами и механизмами и их обслуживание должны осуществляться в соответствии с требованиями ГОСТ 12.2.007.0, ГОСТ12.1.019, «Правилами устройства электроустановок потребителей», утвержденными Госэнергонадзором 01.06.85 и межотраслевыми правилами по охране труда при работе в электроустановках, утвержденными постановлением Министерства труда и Социальной защиты РБ и Минэнерго РБ 30 декабря 2008 г. №205/59.
Стационарные и передвижные дефектоскопы и установки должны быть заземлены или занулены в соответствии с требованиями ГОСТ 12.1.030. У стационарных дефектоскопов и установок для магнитопорошкового контроля должны быть предусмотрены резиновые коврики или деревянные напольные решетки.
1. Гончарова С.Г., Месягутов И.Ф., Огородов В.А. Методы и средства неразрушающего контроля качества изделий в машиностроении.
2. Решетов А.А., Аракелян А.К. Неразрушающий контроль и техническая диагностика энергетических объектов.
3. Дубов Ал.А., Колокольников С.М. Метод магнитной памяти металла и приборы контроля.
4. Алешин Н.П., Бобров В.Т., Ланге Ю.В., Щербинский В.Г. Ультразвуковой контроль (учебное пособие).
5. Под общей редакцией Макарова Ю.Н., Прохоровича В.Е., Птушкина А.И. Актуальные проблемы неразрушающего контроля качества космической техники.
6. Бабаджанов Л.С., Бабджанова М.Л. Меры и образцы в области неразрушающего контроля.

Выставка действует в помещении ФБУ "РНТПБ" с 06.11.2014 по 14.11.2014
Упоминания о паровом котле как о парогенераторе, отделённом от топки, встречаются в работах учёных: итальянца Дж. делла Порта (1601), француза С. де Ко (1615), англичанина Э. С. Вустера (1663). Однако, промышленное применение парового котла началось на рубеже XVII и XVIII вв. в связи с бурным развитием горнозаводской и угледобывающей промышленности.
Паровым котлом называется устройство для выработки пара с давлением выше атмосферного за счёт теплоты сжигаемого топлива. Основными рабочими элементами парового котла являются поверхности нагрева, которые представляют собой металлические трубчатые поверхности, с одной стороны омываемые горячими дымовыми газами, с другой – водой, пароводяной смесью, паром, воздухом. Эксплуатация котлов должна обеспечивать надежную и эффективную выработку пара требуемых параметров и безопасные условия труда персонала. Для выполнения этих требований эксплуатация должна вестись в точном соответствии с законоположениями, правилами, нормами и руководящими указаниями, в частности, в соответствии с «Правилами устройства и безопасной эксплуатации паровых котлов» Госгортехнадзора, «Правилами технической эксплуатации электрических станций и сетей», «Правилами технической эксплуатации теплоиспользующих установок и тепловых сетей» и др. По назначению паровые котлы можно разбить на несколько групп: энергетические, промышленные, отопительные, утилизационные, энерготехнологические и специальные.
Энергетические паровые котлы отличают: высокая единичная паропроизводительность, повышенные параметры пара, высокие требования к надёжности и экономичности в процессе проектирования на заводе, и наконец, высокие требования к культуре их эксплуатации на электростанциях.
Промышленные паровые котлы вырабатывают пар для технологических нужд промышленности и сельского хозяйства.
Отопительные котлы производят пар или горячую воду для отопления промышленных, жилых и общественных зданий. Особое место занимают котлы водогрейные отопительные.
Водогрейный котёл – устройство для получения горячей воды с давлением выше атмосферного.
Котлы-утилизаторы и энергетические используют резервы вторичных энергетических ресурсов при переработке отходов химических производств, бытового мусора и др.
Высокое качество парового котла должно быть подтверждено сертификатами соответствия, а также всеми необходимыми разрешительными документами. Из других достоинств паровых котлов и транспортабельных котельных установок нужно отметить компактность, быстроту монтажа, простоту и удобство обслуживания. Всё это позволяет существенно снизить затраты на их установку и эксплуатацию. Благодаря этим и другим преимуществам паровые котлы востребованы в жилищно-коммунальном хозяйстве, сельском хозяйстве, нефтегазовой, пищевой, деревообрабатывающей промышленности и целом ряде других отраслей.
По уровню автоматизации теплоэнергетика занимает одно из ведущих мест среди других отраслей промышленности. Теплоэнергетические установки характеризуются непрерывностью протекающих в них процессов. При этом выработка тепловой и электрической энергии в любой момент времени должна соответствовать потреблению(нагрузке).Почти все операции на теплоэнергетических установках механизированы, а переходные процессы в них развиваются сравнительно быстро. Этим объясняется высокое развитие автоматизации в тепловой энергетике. Автоматизация параметров дает значительные преимущества:
обеспечивает уменьшение численности рабочего персонала, т.е. повышение производительности его труда,
приводит к изменению характера труда обслуживающего персонала,
увеличивает точность поддержания параметров вырабатываемого пара,
повышает безопасность труда и надежность работы оборудования,
увеличивает экономичность работы парогенератора.
Автоматическое регулирование обеспечивает ход непрерывно протекающих процессов в парогенераторе (питание водой, горение, перегрев пара и др.)
1. Беликов С.Е., Котлер В.Р. Котлы тепловых электростанций и защита атмосферы.
2. Под ред. Лебедева В.М. Котельные установки и парогенераторы. Учебник для специалистов.
3. Баранов П.А. Предупреждение аварий паровых котлов.
4. Бадагуев Б.Т. Паровые и водогрейные котлы.
5. Бадагуев Б.Т. Безопасная эксплуатация паровых и водогрейных котлов.

Выставка действует в помещении ФБУ "РНТПБ" с 17.11.2014 по 28.11.2014
Ядерный реактор – аппарат, в котором происходят ядерные реакции – превращения одних химических элементов в другие. Для этих реакций необходимо наличие в реакторе делящегося вещества, которое при своем распаде выделяет элементарные частицы, способные вызвать распад других ядер.
Деление атомного ядра может произойти самопроизвольно или при попадании в него элементарной частицы. Самопроизвольный распад в ядерной энергетике не используется из-за очень низкой его интенсивности.
В качестве делящегося вещества в настоящее время могут использоваться изотопы урана — уран-235 и уран-238, а также плутоний-239.
В ядерном реакторе происходит цепная реакция. Ядра урана или плутония распадаются, при этом образуются два-три ядра элементов середины таблицы Менделеева, выделяется энергия, излучаются гамма-кванты и образуются два или три нейтрона, которые, в свою очередь, могут прореагировать с другими атомами и, вызвав их деление, продолжить цепную реакцию. Для распада какого-либо атомного ядра необходимо попадание в него элементарной частицы с определенной энергией (величина этой энергии должна лежать в определенном диапазоне: более медленная или более быстрая частица просто оттолкнется от ядра, не проникнув в него). Наибольшее значение в ядерной энергетике имеют нейтроны.
В настоящее время в мире существует пять типов ядерных реакторов. Это реактор ВВЭР (Водо-Водяной Энергетический реактор), РБМК (Реактор Большой Мощности Канальный), реактор на тяжелой воде, реактор с шаровой засыпкой и газовым контуром, реактор на быстрых нейтронах. У каждого типа реактора есть особенности конструкции, отличающие его от других, хотя, безусловно, отдельные элементы конструкции могут заимствоваться из других типов. ВВЭР строились в основном на территории бывшего СССР и в Восточной Европе, реакторов типа РБМК много в России, странах Западной Европы и Юго-Восточной Азии, реакторы на тяжелой воде в основном строились в Америке.
Факторы опасности ядерных реакторов достаточно многочисленны. Перечислим лишь некоторые из них.
Возможность аварии с разгоном реактора. При этом вследствие сильнейшего тепловыделения может произойти расплавление активной зоны реактора и попадание радиоактивных веществ в окружающую среду. Если в реакторе имеется вода, то в случае такой аварии она будет разлагаться на водород и кислород, что приведет к взрыву гремучего газа в реакторе и достаточно серьезному разрушению не только реактора, но и всего энергоблока с радиоактивным заражением местности.
Аварии с разгоном реактора можно предотвратить, применив специальные технологии конструкции реакторов, систем защиты, подготовки персонала.
Радиоактивные выбросы в окружающую среду. Их количество и характер зависит от конструкции реактора и качества его сборки и эксплуатации. У РБМК они наибольшие, у реактора с шаровой засыпкой наименьшие. Очистные сооружения могут уменьшить их.
Впрочем, у атомной станции, работающей в нормальном режиме, эти выбросы меньше, чем, скажем, у угольной станции, так как в угле тоже содержатся радиоактивные вещества, и при его сгорании они выходят в атмосферу.
Необходимость захоронения отработавшего реактора.
На сегодняшний день эта проблема не решена, хотя есть много разработок в этой области.
Радиоактивное облучение персонала.
Можно предотвратить или уменьшить применением соответствующих мер радиационной безопасности в процессе эксплуатации атомной станции.
Ядерный взрыв ни в одном реакторе произойти в принципе не может.
Атомная энергетика – активно развивающаяся отрасль. Очевидно, что ей предназначено большое будущее, так как запасы нефти, газа, угля постепенно иссякают, а уран - достаточно распространенный элемент на Земле. Но следует помнить, что атомная энергетика связана с повышенной опасностью для людей, которая, в частности, проявляется в крайне неблагоприятных последствиях аварий с разрушением атомных реакторов. В связи с этим необходимо закладывать решение проблемы безопасности (в частности, предупреждение аварий с разгоном реактора, локализацию аварии в пределах биозащиты, уменьшение радиоактивных выбросов и др.) еще в конструкцию реактора, на стадии его проектирования.
Стоит также рассматривать другие предложения по повышению безопасности объектов атомной энергетики, как то: строительство атомных электростанций под землей, отправка ядерных отходов в космическое пространство.
1. Горяченко В.Д. Методы исследования устойчивости ядерных реакторов.
2. Юркевич Г.П. Системы управления ядерными реакторами.
3. Казанский Ю.А., Слекеничс Я.В. Кинетика ядерных реакторов. Коэффициенты реактивности. Введение в динамику.
4. Габараев Б.А., Смирнов Ю.Б., Черепнин Ю.С. Атомная энергетика XXI века.
5. Галанин А.Д. Введение в теорию ядерных реакторов на тепловых нейтронах.
6. Емельянов И.Я., Михан В.И., Солонин В.И., Демешев Р.С., Рекшня Н.Ф. Конструирование ядерных реакторов.

Выставка действует в помещении ФБУ "РНТПБ" с 01.12.2014 по 08.12.2014
Режущий инструмент – инструмент для обработки резанием, т.е. предназначенный для изменения формы и размеров обрабатываемой заготовки путём удаления части материала в виде стружки или шлама с целью получения готовой детали или полуфабриката.
Типы режущего инструмента
Режущий инструмент подразделяется:
• по типу применения – на ручной и машинный (или станочный), строительный, монтажный, и т. д.
• по типу обрабатываемого материала – металлорежущий, дереворежущий, и т.д.,
• по типу применяемого материала – быстрорежущий, для высокоскоростной обработки, и т.д.,
• по типу обрабатываемой детали – зуборезный, резьбообразующий, и т.д.,
• по характеру обработки – абразивный, шлифовальный, и т.д.,
• по чистоте обработанной поверхности – черновая обработка, получерновая обработка, чистовая обработка, получистовая обработка, суперчистовая обработка.
Виды режущего инструмента
• Инструмент токарной группы. В основном это резцы.
• Инструмент фрезерной группы. В основном это фрезы.
• Инструмент для обработки различных отверстий. Это сверла, зенкера, развертки, зенковки.
• Резьбонарезной инструмент. Это метчики, плашки.
• Зубообрабатывающий инструмент. Это долбяки, червячные фрезы и прочее.
• Протяжной инструмент. Это протяжки, прошивки и т.д.
Успех работы резчика во многих отношениях зависит от качества его инструментов и оборудования.
1. Гречишников В.А., Григорьев С.Н., Схиртладзе А.Г., Иванов В.А., Перевозников В.К. Режущие инструменты.
2. Гречишников В.А., Григорьев С.Н., Коротков И.А., Схиртладзе А.Г. Проектирование режущих инструментов.
3. Мотренко П.Д., Костенков С.А., Рожненко О.А., Тамаркин Н.А., Шумячер В.М. Инструментальное обеспечение процессов обработки деталей в гранулированных средах.
4. Ивахненко А.Г., Куц В.В. Предпроектные исследования металлорежущих систем.
5. Табаков В.П., Верещака А.С., Григорьев С.Н. Функциональные параметры процесса резания режущим инструментом с изностойкими покрытиями.

Выставка действует в помещении ФБУ "РНТПБ" с 10.12.2014 г. по 22.12.2014 г.
Зубчатые передачи широко применяют в машинах, устройствах, механизмах, приборах и т.д. По эксплуатационному назначению и зубчатые передачи делят на несколько основных групп: отсчетные, скоростные, силовые и общего назначения. Степень точности колес и передач устанавливают в зависимости от требований к кинематической точности, плавности, передаваемой мощности, а так же от величины окружной скорости колес. С учетом опыта эксплуатации зубчатых передач и обязательного использования принципа комбинирования норм точности, то есть для конкретной передачи в зависимости от ее назначения, устанавливают различные степени точности (по нормам кинематической точности, плавности работы и контакта зубьев). Комбинирование норм позволяет устанавливать повышенную точность только тех параметров колес, которые важны для удовлетворения эксплуатационных требований; остальные параметры можно выполнять по более грубым допускам. Комбинирование целесообразно с эксплуатационной и технологической точек зрения. При комбинировании нужно учитывать, что нормы плавности работы колес и передачи могут быть не более, чем на две степени точнее или на одну степень грубее норм кинематической точности; нормы контакта зубьев можно назначать точнее норм плавности колеси передач, а так же на одну степень грубее норм плавности.
Передача не может плавно работать при плохом контакте зубьев. В большинстве случаев степени по нормам контакта совпадают со степенями по нормам плавности. Для повышения износостойкости и долговечности зубчатых передач необходимо, чтобы полнота контакта сопряженных боковых поверхностей зубьев колес была наибольшей. При неполном и неравномерном прилегании зубьев уменьшается несущая площадь поверхности их контакта, неравномерно распределяются контактные напряжения и смазка, что приводит к интенсивному износу зубьев. Зубчатая передача представляет собой сложную кинематическую пару, точность которой должна быть обеспечена многими параметрами. От работы зубчатых передач зависят такие показатели работы машин, как плавность и бесшумность хода автомобиля, передача больших крутящих моментов в тракторе, обеспечение точного передаточного отношения в механизмах газораспределения двигателей, высокая точность кинематических цепей металлорежущих станков и т.п. Увеличение скоростей и нагрузок, повышение требований к надежности и долговечности вызывают необходимость изготовления более точных зубчатых передач. Параметры точности зубчатых передач невозможно рассматривать в отрыве от методов их контроля, поскольку сами определения параметров связаны с тем или другим методом их измерения. Достаточно рассмотреть параметры точности на примере цилиндрических прямозубных передач, наиболее широко распространенных, имея в виду, что принципы построения системы допусков для всех разновидностей зубчатых передач являются общими.
1. Фингер М.Л. Цилиндрические зубчатые колеса. Теория и практика изготовления.
2. Под общ. ред. Старжинского В.Е., Кане М.М. Технология производства и методы обеспечения качества зубчатых колес и передач.
3. Харитончик Д.И., Моисеенко В.И. Крупногабаритные зубчатые колеса с внутренним зацеплением из алюминий-содержащих сталей.
4. Под ред. Елисеева Ю.С. Производство зубчатых колес газотурбинных двигателей.
5. Жиганов В.И., Сахно Ю.А., Демидов В.В, Сахно Е.Ю. Механическая обработка зубчатых колес.

Выставка действует в помещении ФБУ "РНТПБ" с 23.12.2014 г. по 29.12.2014 г.
22 декабря энергетики отмечают свой профессиональный праздник. Он неслучайно совпадает с днем зимнего солнцестояния – в самый короткий день года работа специалистов энергокомплекса ценится особенно высоко. С этого момента световой день будет понемногу прибывать. Но светлее жизнь людей уже многие годы делает не только солнце. Электричество сегодня настолько плотно вошло в нашу жизнь, что без него невозможна работа всех отраслей промышленности, торговли, сферы услуг. В этот самый короткий световой день в году ваш труд, который приносит тепло и свет, особенно ценен. Но и в жаркие летние дни наш мир всем обязан вам – людям, без которых современная жизнь была бы попросту невозможна.
Представленные издания:1. Фортов В.Е., Попель О.С. Энергетика в современном мире.
2. Под общ. ред. Агатипова Е.Б. Энергетики и металлурги настоящему и будущему России.
3. Ахметова И.Г., Юдина Н.А., Алтынбаева Э.Р. Современные проблемы энергетики.
4. Труды Всероссийской научно-технической конференции. Энергетика: состояние, проблемы, перспективы.
5. Беляев Ю.М. Стратегия альтернативной энергетики.

Постоянно действующая выставка
Постоянно действующая выставка