
Библиотека ФГАУ "ИММ" -
Российская научно-техническая промышленная библиотека
Российская научно-техническая промышленная библиотека
|
|
Выставка действует в помещении ФБУ "РНТПБ" с 14.01.2015 г. по 21.01.2015 г.
Шлифовáние – механическая или ручная операция по обработке твёрдого материала (металл, стекло, гранит, алмаз и др.). Разновидность шлифования – абразивная обработка, которая, в свою очередь, является разновидностью резания металлов с помощью абразивного инструмента, режущим элементом которого являются зерна. Зерна соединены специальными связующими веществами в шлифовальные круги. Шлифование состоит в том, что шлифовальный круг, вращаясь вокруг своей оси, снимает тонкий слой металла (стружку) вершинами абразивных зерен, расположенных на режущих поверхностях шлифовального круга (периферия круга). Число абразивных зерен, расположенных на периферии круга, очень велико; у кругов средних размеров оно достигает десятков и сотен тысяч штук. Таким образом, при шлифовании стружка снимается огромным числом беспорядочно расположенных режущих зерен неправильной формы, что приводит к очень сильному измельчению стружки и большому расходу энергии. Шлифовальные круги изготавливают различных форм – сегменты, головки, бруски.
Представленные издания:1. Макаров В.Ф. Выбор высокоэффективных абразивных инструментов и режимов резания для различных видов шлифования заготовок.
2. Калинин Е.П. Теория и практика управления производительностью шлифования без прижигов с учетом затупления инструмента.
3. Худобин Л.В., Хусаинов А.Ш. Шлифование заготовок клиновидных изделий.
4. Степанов Ю.С., Афанасьев Б.И., Блурцян Д.Р., Колтунов И.И., Фомин Д.С. Шлифование внутренних фасонных поверхностей.
5. Мрочек Ж.А., Киселев М.Г., Кожуро Л.М. Процессы шлифования в машиностроении.

Выставка действует в помещении ФБУ "РНТПБ" с 22.01.2015 г. по 30.01.2015 г.
Двигателестроение – это отрасль промышленности и важное направление машиностроения, главной специализацией которого является производство, обслуживание и сбыт двигателей и их комплектующих для техники различного типа. Двигателестроение включает в себя основные подотрасли: 1. Авиационное двигателестроение – отрасль промышленности, базирующая на высочайших технологиях, передовых достижениях науки и производящая высокотехнологическую продукцию, которая применяется в энергетике, газодобывающей и транспортной промышленности. Главный продукт данного производства – авиационные двигатели, которые отличаются разной конфигурацией, модификацией и составляющими элементами. Они предназначаются для различных летательных аппаратов разного применения и классифицируются на турбовинтовые, турбореактивные, турбовентиляторные, турбовальные, вспомогательные. 2. Танковое двигателестроение – отрасль двигателестроения, которая осуществляет разработку, проектирование, производство и ремонтно-техническое обслуживание двигателей и его составляющих частей, предназначенных для военной техники: танков, самоходных орудий, бронемашин, специализированных машин особого предназначения. 3. Ракетное двигателестроение – промышленная деятельность, специализирующая на теоретической и экспериментальной разработке, конструировании, производстве и ремонте реактивных двигателей, которые способны вывести полезную нагрузку на орбиту искусственного спутника Земли и применяются в условиях безвоздушного космического пространства. На данный момент существует множество компаний и заводов, занятых в двигателестроении.
Представленные издания:1. Яманин А.И., Голубев Ю.В., Жаров А.В., Шилов С.М., Павлов А.А. Компьютерно-информационные технологии в двигателестроении.
2. Под ред. Дащенко А.И. Технология двигателестроения.
3. Тринклер Г.В. Двигателестроение за полустолетие.
4. Куксис В.С., Романов В.А. Новые пути повышения эффективности двигателей внутреннего сгорания.
Выставка действует в помещении ФБУ "РНТПБ" с 05.02.2015 г. по 09.02.2015 г.
Профессиональный праздник российских ученых отмечают ежегодно восьмого февраля – в этот день поздравления адресуют физикам, энергетикам, химикам, инженерам космической промышленности и всем тем, кто носит гордое звание ученого РФ. Официально День российской науки появился в стране лишь в 1999 году после принятия президентом соответствующего указа. Стоит напомнить, что советское время День науки отмечали в третье воскресенье апреля, но после распада СССР указом президента России была утверждена дата 8 февраля – день, в который в 1724 году Петром I была учреждена Российская Академия наук. Во время проведения праздничных мероприятий ежегодно производится вручение грантов молодым перспективным ученым, а также проводятся целевые программы, направленные на развитие инновационных научно-технических разработок и исследований.
Представленные издания:1. Пуанкаре А. О науке.
2. Под ред. Брокмана Дж. Будущее науки в XXI веке. Следующие пятьдесят лет.
3. Сачков И.Н., Вайнштейн М.М., Иванов А.Г. Актуальные направления науки и техники 21-го века.
4. Фейгин О. Наука будущего.
5. Бабайцев А.В., Моргачев В.О., Паршин В.Д., Ушкалов В.А. История науки и техники.
6. Александров А.Д. Проблемы науки и позиция ученого.
7. составитель Шлеева М.В. Памятники науки и техники 1987-1988 гг.

Выставка действует в помещении ФБУ "РНТПБ" с 10.02.2015 г. по 17.02.2015 г.
Машиностроение – главная отрасль обрабатывающей промышленности. Именно эта отрасль отражает уровень научно-технического прогресса страны и определяет развитие других отраслей хозяйства. Современное машиностроение состоит из большого числа отраслей и производств. Предприятия отрасли тесно связаны между собой, а также с предприятиями других отраслей хозяйства. Машиностроение, как крупный потребитель металла имеет широкие связи, прежде всего, с черной металлургией. Территориальное сближение этих отраслей дает возможность металлургическим заводам использовать отходы машиностроения и специализироваться в соответствии с его потребностями. Машиностроение также тесно связанно с цветной металлургией, химической промышленностью и многими другими отраслями. Продукция машиностроения потребляется всеми, без исключения, отраслями народного хозяйства. В настоящее время в структуре машиностроения насчитывается 19 самостоятельных отраслей, куда входят свыше 100 специализированных подотраслей и производств. К комплексным самостоятельным отраслям относятся: тяжелое, энергетическое и транспортное машиностроение; электротехническая промышленность; химическое и нефтяное машиностроение; станкостроение и инструментальная промышленность; приборостроение; тракторное и сельскохозяйственное машиностроение; машиностроение для легкой и пищевой промышленности и т.д. Заводы тяжелого машиностроения обеспечивают машинами и оборудованием предприятия металлургического, топливно-энергетического, горнодобывающего и горно-химического комплексов. Предприятия отрасли выпускают как детали и узлы (например, валки для прокатных станов), так и отдельные виды оборудования (паровые котлы или турбины для электростанций, горно-шахтное оборудование, экскаваторы). В состав отрасли входят следующие 10 подотраслей: металлургическое машиностроение, горное, подъемно-транспортное машиностроение, тепловозостроение и путевое машиностроение, вагоностроение, дизелестроение, котлостроение, турбостроение, атомное машиностроение, полиграфическое машиностроение. Производство металлургического оборудования, занимающее первое место в отрасли по стоимости продукции, расположено, как правило, в районах крупного производства стали и проката. Подотрасль выпускает оборудование для агломерационных фабрик, доменные и электроплавильные печи, а также оборудование для прокатного и дробильно-размольного производства. Профиль заводов горного машиностроения – машины для разведки, а также открытого и закрытого способов добычи, дробления и обогащения твердых полезных ископаемых на предприятиях черной и цветной металлургии, химической, угольной, промышленности и промышленности строительных материалов, транспортного строительства. Предприятия горного машиностроения производят горнопроходческие и очистные комбайны, роторные и шагающие экскаваторы. Продукция подъемно-транспортного машиностроения имеет большое экономическое значение, так как на погрузочно-разгрузочных работах в промышленности, на строительстве, транспорте и в других отраслях народного хозяйства занято около 5 млн. человек, притом больше половины – ручным трудом. Подотрасль производит мостовые электрические краны, стационарные и ленточные конвейеры, оборудование для комплексной механизации складов. Тепловозостроение, вагоностроение и путевое машиностроение обеспечивает железнодорожный транспорт магистральными грузовыми, пассажирскими и маневровыми тепловозами, грузовыми и пассажирскими вагонами и т. д. Эта подотрасль производит также путевые машины и механизмы (укладочные, рельсосварочные, снегоочистительные и др.). Турбостроение, поставляющее для энергетики паровые, газовые и гидравлические турбины. Заводы подотрасли выпускают оборудование для тепловых, атомных, гидравлических и газотурбинных электростанций, газоперекачивающее оборудование для магистральных газопроводов, компрессорное, нагнетательное и утилизационное оборудование для химической и нефтеперерабатывающей промышленности, черной и цветной металлургии. Атомное машиностроение специализируется на выпуске корпусных реакторов и другого оборудования для АЭС. Полиграфическое машиностроение имеет наименьший объем товарной продукции в отрасли и производит печатные станки, конвейеры для типографий и т.д.
Представленные издания:1. Крюков А.В., Колмогоров Д.Е. Автоматизированное проектирование сварных металлоконструкций в машиностроении.
2. Ловыгин А.А., Теверовский Л.В. Современный станок с ЧПУ и CAD/CAM система.

Выставка действует в помещении ФБУ "РНТПБ" с 18.02.2015 г. по 27.02.2015 г.
Проблема трения существует столько же, сколько существует техника. Не менее трети энергии в любой современной машине тратится на преодоление бесполезного трения между ее частями, несмотря на подшипники и системы смазки. Износ деталей в сочленениях в одних случаях нарушает герметичность рабочего пространства (например, в поршневых машинах), в других – нормальный режим смазки, в третьих – кинематическую точность механизма. В результате понижается мощность двигателей, увеличивается расход горюче-смазочных материалов, возникает опасность утечки ядовитых и взрывоопасных продуктов, понижаются точность и чистота обработки изделий на станках. Следует добавить, что все это еще вызывает дополнительные нагрузки, удары и вибрации в сопряжениях и часто становится причиной аварий. Так или иначе, но каждая машина в свое время требует ремонта. Затраты же на него нередко превышают стоимость нового изделия. Как видим, увеличение долговечности и надежности машин при современной насыщенности народного хозяйства техникой становится одной из важнейших проблем научно-технического прогресса.
Представленные издания:1. Под общей ред. Чичинадзе А.В. Трение, износ и смазка.
2. Хрущов М.М. Трение, износ и микротвердость материалов.
3. Дроздов Ю.Н., Юдин Е.Г., Белов А.И. Прикладная трибология.
4. Гаркунов Д.Н., Мельников Э.Л., Гаврилюк В.С. Триботехника.
5. Шустер Л.Ш., Криони Н.К., Шолом В.Ю., Мигранов М.Ш. Покрытия и смазка в высокотемпературных подвижных сопряжениях и металлообработке.

Выставка действует в помещении ФБУ "РНТПБ" с 02.03.2015 г. по 16.03.2015 г.
Прокат получается в результате прокатного производства и в зависимости от его особенностей может быть горячим и холодным. Горячий прокат получают путем нагревания металла для повышения его пластичности; холодный прокат получается в том случае, когда пластичность металла достаточна и без нагрева (например, у мягких марок стали). Прокатка ведется на специальных устройствах – прокатных станах. Длина прокатных станов зависит от объемов производства проката, от свойств полученной прокатанной стали и может быть очень большой: например, протяженность прокатного стана-2000 на комбинате «Северсталь» в Череповце несколько сотен метров. Часто на прокатном стане наряду с основной функцией проката совмещаются и дополнительные: резка металла на части, маркировка или клеймение, сматывание в рулоны, упаковка и др. Полученный прокат имеет определенную форму поперечного сечения, или, как говорят металлурги, профиль. По основным профилям прокат делится на обжимной (блюмы и слябы, которые сами по себе являются заготовками для дальнейшей металлообработки), сортовой (рельсы, балки, швеллеры, проволока), листовой (металлический лист разной толщины, ширины и длины, холоднокатаные лента и фольга), трубный и специальный (марки проката, получаемые при колесопрокатном, кольцепрокатном, шаропрокатном производстве, профили переменного сечения).
Представленные издания:1. Жучков С.М., Лохматов А.П., Андрианов Н.В., Маточкин В.А. Процесс прокатки-разделения с использованием неприводных делительных устройств.
2. Смирнов В.К., Шилов В.А., Инатович Ю.В. Калибровка прокатных валков.
3. Груднев А.П., Машкин Л.Ф., Ханин М.И. Технология прокатного производства.
4. Делюсто Л.Г. Абразивно-порошковая очистка проката от окалины.
5. Никитин Г.С. Теория непрерывной продольной прокатки.
6. Зотов В.Ф. Производство проката.
Выставка действует в помещении ФБУ "РНТПБ" с 17.03.2015 г. по 31.03.2015 г.
В отечественной практике понятие рекламы трактуется несколько шире. К ней относятся также выставочные мероприятия, упаковка, коммерческие семинары, проспекты, каталоги, плакаты и т.д. Передача информации о товаре или услуге, ознакомление с ним потенциальных клиентов. Любая реклама передает информацию о ее заказчике, рекламируемом товаре или услуге, месте продажи, цене и т.д. На рынке покупателю предоставляется возможность выбора наиболее выгодного предложения. При этом выборе реклама и оказывает существенную пользу. Например: у предприятия имеется определённая сумма нераспределённой прибыли. С этой суммой оно обращается к промышленному рынку для приобретения каких-либо товаров для совершенствования производства или услуг, связанных с осуществлением его расширения. На каждом рынке есть новые покупатели, которые ничего не знают о существующих производителях, их товарах, месте продаже и т.д. Эти покупатели нуждаются в информации. Испытывая потребность в промышленном товаре или услуге, потенциальные покупатели начинают поиск такой информации. Таким образом, реклама представляет для них определённую ценность, так как передает перечисленную выше информацию. Получив рекламную единицу, покупатель получает сообщение о продавце и его товаре или услуге. Это уменьшает неопределенность для покупателя и помогает ему принять верное решение о покупке. Общепринято деление рекламы на три вида – информативная, конкурентная и напоминающая. Информативная или первоначальная реклама. Эта реклама ознакомляет возможного покупателя с новым товаром на рынке и месте его продажи. Конкурентная, убеждающая или агитирующая реклама. Рекламодатель с помощью различных средств и способов (корректное составление текста объявления, правильный выбор места его размещения и т.д.) воздействует на потенциального покупателя с целью сформировать или пробудить у него потребность в данном товаре или услуге. Производимый промышленный товар или услуга показываются с наиболее выгодных сторон, предоставляется информация об их уникальных характеристиках. Сохранная или напоминающая реклама. Напоминает о ранее рекламировавшемся товаре, с целью поддержания приверженности к марке, то есть дает повторную информацию о товаре. Информативная и сохранная реклама нацелена, прежде всего, на передачу информации. Агитирующая реклама создается для агитации в пользу товара. Таким образом, в основе любой рекламы лежит, прежде всего, элементарная информация, поданная таким образом, чтобы покупатель поверил ей и выбрал из всего множества товаров именно рекламируемый товар.
Представленные издания:1. Бакланова Н.Н., Васичкина А.И., Побережский Г.Р. Котлы малой и средней мощности: Отраслевой каталог 03-03.
2. Бакланова Н.Н., Ванюков Н.А., Сергеева Т.В. Горелки и топочные устройства к котлам и печам различной мощности: Отраслевой каталог 05-07.
3. Бакланова Н.Н., Ванюков Н.А., Сергеева Т.В. Энергетическая арматура для ТЭС и АЭС: Отраслевой каталог 04-05.

Выставка действует в помещении ФБУ "РНТПБ" с 01.04.2015 г. по 08.04.2015 г.
Изобретение лазера стоит в одном ряду с наиболее выдающимися достижениями науки и техники XX века. Первый лазер появился в 1960 г., и сразу же началось бурное развитие лазерной техники. В короткое время были созданы разнообразные типы лазеров и лазерных устройств, предназначенных для решения конкретных научных и технических задач. Лазеры уже успели завоевать прочные позиции во многих отраслях народного хозяйства. Как заметил академик А.П. Александров, “всякий мальчишка теперь знает слово лазер”. И все же, что такое лазер, чем он интересен и полезен? Один из основоположников науки о лазерах – квантовой электроники – академик Н.Г. Басов отвечает на этот вопрос так: “Лазер – это устройство, в котором энергия, например тепловая, химическая, электрическая, преобразуется в энергию электромагнитного поля – лазерный луч. При таком преобразовании часть энергии неизбежно теряется, но важно то, что полученная в результате лазерная энергия обладает несравненно более высоким качеством. Качество лазерной энергии определяется ее высокой концентрацией и возможностью передачи на значительное расстояние. Лазерный луч можно сфокусировать в крохотное пятнышко диаметра порядка длины световой волны и получить плотность энергии, превышающую еже на сегодняшний день плотность энергии ядерного взрыва… С помощью лазерного излучения уже удалось достичь самых высоких значений температуры, давления, напряженности магнитного поля. Наконец, лазерный луч является самым емким носителем информации и в этой роли – принципиально новым средством ее передачи и обработки”. Широкое применение лазеров в современной науке и технике объясняется специфическими свойствами лазерного излучения. Лазер – это генератор когерентного света. В отличии от других источников света (например, ламп накаливания или ламп дневного света) лазер дает оптическое излучение, характеризующееся высокой степенью упорядоченности светового поля или, как говорят, высокой степенью когерентности. Такое излучение отличается высокой монохроматичностью и направленностью. В наши дни лазеры успешно трудятся на современном производстве, справляясь с самыми разнообразными задачами. Лазерным лучом раскраивают ткани и режут стальные листы, сваривают кузова автомобилей и приваривают мельчайшие детали в радиоэлектронной аппаратуре, пробивают отверстия в хрупких и сверхтвердых материалах. Доводка номиналов пассивных элементов микросхем и методы получения на них активных элементов с помощью лазерного луча получили дальнейшее развитие и применяются в производственных условиях. Причем лазерная обработка материалов позволяет повысить эффективность и конкурентоспособность по сравнению с другими видами обработки. В руках хирурга лазерный луч превратился в скальпель, обладающий рядом удивительных свойств. Лазеры широко используются в современных контрольно-измерительных устройствах, вычислительных комплексах, системах локации и связи. Лазеры позволяют быстро и надежно контролировать загрязненность атмосферы и поверхности моря, выявлять наиболее нагруженные участки деталей различных механизмов, определять внутренние дефекты в них. Лазерный луч становится надежным помощником строителей, картографов, археологов, криминалистов. Непрерывно расширяется область применения лазеров в научных исследованиях – физических, химических, биологических. Замечательные свойства лазеров – исключительно высокая когерентность и направленность излучения, возможность генерирования когерентных волн большой интенсивности в видимой, инфракрасной и ультрафиолетовой областях спектра, получение высоких плотностей энергии как в непрерывном, так и в импульсном режиме – уже на заре квантовой электроники указывало на возможность широкого их применения для практических целей. С начала своего возникновения лазерная техника развивается исключительно высокими темпами. Появляются новые типы лазеров и одновременно усовершенствуются старые: создаются лазерные установки с необходимым для различных конкретных целей комплексом характеристик, а также различного рода приборы управления лучом, все более и более совершенствуется измерительная техника. Это послужило причиной глубокого проникновения лазеров во многие отрасли народного хозяйства, и в частности в машино- и приборостроение. Значительная импульсная мощность и энергия излечения современных твердотельных и газовых лазеров позволили вплотную подойти к решению проблем лазерной энергетики – разработке лазерного оружия для систем противоракетной обороны, управляемого термоядерного синтеза, разделения изотопов и лучевой передачи энергии, в том числе на космические объекты. Надо особо отметить, что освоение лазерных методов или, иначе говоря, лазерных технологий значительно повышает эффективность современного производства. Лазерные технологии позволяют осуществлять наиболее полную автоматизацию производственных процессов. Одновременно при этом экономится сырье и рабочее время, повышается качество продукции. Например, практически мгновенная пробивка отверстий лазерным излучением во много раз увеличивает производительность работы сверловщика и к тому же существенно повышает качество этой работы. Лазерное изготовление микросхем отличается высокой производительностью и высоким качеством. В обоих примерах производственные операции легко поддаются автоматизации; управление лазерным лучом может взять на себя специальное вычислительное устройство. Можно уверенно утверждать, что внедрение и совершенствование лазерных технологий приведет к качественному изменению всего облика современного производства. Огромны и впечатляющи достижения лазерной техники сегодняшнего дня. Завтрашний день обещает еще более грандиозные свершения. С лазерами связаны многие надежды: от создания объемного кино до решения таких глобальных проблем, как установление сверхдальней наземной и подводной оптической связи, разгадку тайн фотосинтеза, осуществление управляемой термоядерной реакции, появление систем с большим объемом памяти и быстродействующими устройствами ввода-вывода информации.
Представленные издания:1. Бертолотти М. История лазера.
2. Под ред Зуева И.В., перевод Смирнова А.Л. Промышленное применение лазеров.
3. Алейников В.С., Масычев В.И. Лазеры на окиси углерода.
4. Балошин Ю.А., Крылов К.И., Шарлай С.Ф. Применение ЭВМ при разработке лазеров.
5. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки.

Выставка действует в помещении ФБУ "РНТПБ" с 09.04.2015 г. по 21.04.2015 г.
12 апреля по инициативе Генеральной ассамблеи ООН провозглашен Международным днем полета человека в космос. День космонавтики, а с недавнего времени еще и Международный день полета человека в космос – возможно, один из самых интернациональных праздников: корабль "Восток-1" с первым человеком в космосе Юрием Гагариным оставил свой след не только в небе над Байконуром, но и в памяти миллионов людей. 12 апреля мир вспоминает историю первого космического полета и того, кто его совершил. 12 апреля 1961 года о старте космического корабля знали только руководство страны и те, кто готовил орбитальный полет. А на следующий день планета узнала Юрия Гагарина. Сейчас в космонавтику приходит новое поколение, которое осознанно считает Солнечную систему своим домом. Это поколение уже в большей степени подготовлено к преодолению сложностей, сдерживающих усилия предыдущих поколений.
Представленные издания:1. Ромагов А. Конструктор космических кораблей.
2. Под общей ред. Толкунова Л.Н., Остроумова Г.Н. Путь в космос.
3. Арлазоров М. Циолковский. Серия ЖЗЛ.
4. Иванов А. Впервые.
5. Под ред. Грибенко В.Я. Звездный путь.
6. Романов А.П., Губарев В.С. Конструкторы.

Выставка действует в помещении ФБУ "РНТПБ" с 22.04.2015 г. по 30.04.2015 г.
Чугун – это железоуглеродистый сплав, с содержанием углерода более 2,14%. Чугун это материал для выделки стали и железа, также применяется для изготовления изделии с помощью отливки в земляные формы. Для отливки используют так называемые литейные чугуны, которым предъявляются следующие требования: легкоплавкость, давать плотные и беспузыристые отливки, и незначительное изменение объема при затвердевании изделия. Чугун должен давать отливки, обладающие необходимой твердости, прочности и упругости.
Для этого используют шихту из различных сортов чугуна и переплавляют их в специальной пламенной печи. В редких случаях используют чугун из доменной печи. В составе чугуна есть множество примесей таких как: кремний, фосфор, марганец, сера и т.п. Эти все примеси влияют на свойство отливок, поэтому специалисты этого профиля (литейщики), для составления шихты должны иметь представления о химическом составе используемого чугуна. Особенно большое влияние оказывает содержание углерода, который содержится в виде графита, углерода закала или карбида, и все они вызывают различные свойства. Углерод в виде графита, отлагается в качестве постороннего рыхлого вещества, который придает чугуну мягкость, рыхлость и дает возможность довольно легко обрабатываться резцом, но если содержание графита более 2,5 процентов следует понижение прочности и вязкости чугуна, вследствие чего чугун становиться непригодным для отливки. В расплавленном состоянии чугун способен выделить графит, который всплывает на поверхность совместно с частичками железа, образуя при этом так называемую спель (Gaarschaum). Это довольно сильно затрудняет процесс отливки, так как нарушает однородность и чистоту поверхности. Что касается углерода закала, то его присутствие сильно увеличивает твердость и прочность чугуна, но если его количество будет свыше 0,7 процентов, то он влечет за собою уменьшение прочности, а хрупкость наоборот повышается. Зависимость углерода в виде карбида в чугуне пропорциональна количеству углерода закала, поэтому и влияние этого, последнего, понижается, что приводить к смягчению и вязкости чугуна.
В зависимости от содержания химических элементов и включая вышеупомянутых элементов, литейные чугуны можно разделить на серые и белые. В литейном деле в основном используется только серый чугун, а белый служит как прибавка к сильнокремнистым чугунам или же идет на передел.
1. Вегман Е.Ф., Жеребин Б.Н., Похвиснев А.Н., Юсфин Ю.С., Клемперт В.М. Металлургия чугуна.
2. Под ред. Гиршовича Н.Г. Справочник по чугунному литью.
3. Белов В.Д., Вдовин К.Н., Колокольцев В.М., Ковалевич Е.В., Тэн Э.Б., Ри Хосен, Ри Э.Х. Производство чугунных отливок.
4. Ри Хосен, Ри Э.Х. Комплексно-легитированные чугуны специального назначения.
5. Гиршович Н.Г. Чугунное литье.
6. Болдырев Д.А., Сканцев В.М. Модифицирование графитизированных конструкционных чугунов для отливок автомобилестроения.

Выставка действует в помещении ФБУ "РНТПБ" с 08.05.2015 г. по 12.05.2015 г.
На рассвете 22 июня 1941 г. гитлеровская Германия вероломно напала, без объявления войны, напала на Советский Союз. Внезапное нападение фашистской Германии привело к тяжёлым последствиям. Красная Армия, ведя упорные, кровопролитные бои, была вынуждена отступать вглубь страны. К осени 1941 г. фашистские полчища заняли Прибалтику, Белоруссию, Украину, вплотную подошли к Ленинграду, рвались к Москве.
Народ шёл на любые жертвы, готов был вынести все испытания во имя защиты великих завоеваний, во имя свободы.
По решению ЦК ВКП (б), Президиума Верховного Совета СССР 30 июня 1941 г. был создан чрезвычайный орган военного времени – Государственный Комитет Обороны (ГКО).
На прошедших в начале войны митингах и собраниях трудящиеся Сибири, как и все советские люди, поклялись не жалеть сил для победы над ненавистным врагом, обещали своим самоотверженным трудом обеспечить фронт всем необходимым.
Тыл в годы войны – это ёмкое понятие.
Война поставила нашу страну перед необходимостью немедленной перестройки всей работы на военный лад. Коммунистическая партия и советское правительство руководствовались ленинским указанием: «раз дело дошло до войны, то всё должно быть подчинено интересам войны, вся внутренняя жизнь страны должна быть подчинена войне, и малейшее колебание на этот счёт недопустимо… Малейшее упущение, нередко означает десятки, тысяч лишних смертей наших лучших товарищей, наших молодых поколений рабочих и крестьян, наших коммунистов, которые, как и всегда в первых рядах борющихся.» (В.И. Ленин)
Перевод народного хозяйства на обслуживание нужд войны происходили в соответствии с директивой СНК СССР и ЦК ВКП (б) партийным и советским организациям.
Директивой предусматривались мобилизованные мероприятия в области народного хозяйства, введение трудовой повинности, оперативное регулирование работы предприятий и учреждений, переход железных дорог на военный график.
Война вызвала необходимость преобразования промышленности на востоке страны.
В неимоверно трудных условиях была совершена работа не только по воссозданию заводов на сибирской земле, но и досрочному выполнению заказов фронта. Перестройка промышленности шла в невиданно короткие сроки. Выпуск продукции к концу 1941 г. возрос в 3-4 раза по сравнению с довоенным уровнем.
В условиях военного времени в Сибири рождалось такое крупнейшее в стране предприятие, как олово-завод. Фронт требовал металл немедленно и в больших количествах. Впервые в истории Сибири, в трудные годы войны, ещё недостроенный завод стал выплавлять ценнейший продукт.
В аналогичном положении оказался металлургический завод. С выводом из строя предприятий южной металлургии требовалось быстрыми темпами организовать листопрокатное производство. 2 мая 1942 года металлургический завод выдал 1-ую тонну тонкой стальной ленты. Государственному Комитету Обороны был послан рапорт о пуске предприятия. Этот день считается днём рождения завода.
В летопись металлургического завода в годы войны вписаны многие замечательные страницы: создание впервые в СССР легированной стали – хромансиль, листа электрической плакировки, прокатка которого требовала особо высокой точности, исчислявшейся пятью сотыми миллиметра; освоение в 1944 году особой листовой продукции, до тех пор совсем неизвестной в советской промышленности.
В годы войны в Сибири выросло крупное станкостроительное предприятие страны – завод тяжелых станков и крупных гидропрессов. Его строительство началось в 1942 году, а в июне 1944 года из цехов вышли первые 2 станка: продольно-строгальный и расточный, отлитый из своего чугуна и весь, вплоть до последней операции, сделанный на заводе. В 1945 году выпущено 34 серийных станка. Завод был готов к оказанию помощи в восстановлении предприятий, разрушенных войной.
Многие крупнейшие предприятия начинали свою трудовую биографию в незабываемую сибирскую зиму 1941 года, среди них инструментальный завод. В декабре 1941 года он давал уже плановую продукцию и в тоже время должен был организовать выпуск специально контрольно-измерительного и режущего инструмента для различных предприятий страны. Впервые же годы работы завод освоил выпуск в серийном и крупносерийном порядке 583 типа размеров специального инструмента и много других видов нормализованного инструмента основной номенклатуры. Всего за годы войны завод освоил 843 типа размера специального инструмента.
Уже в 1942г. подавляющие большинство предприятий, выпускавших ранее гражданскую продукцию, стало работать на нужды войны: производить боевую технику, боеприпасы, оружия.
Бурный рост металлообрабатывающей, химической, электротехнической и других отраслей промышленности уже в 1942 г. превратил Сибирь в одну из индустриальных крепостей страны.
Металл тяжело переносил сибирский климат, а люди держались.
Это дало возможность поставить фронту десятки миллионов снарядов, миллионы военной техники и армейского снаряжения. Чтобы представить себе, что означали эти цифры, каких невероятных усилий они стоили, какой трудовой подвиг надо было совершить для их достижения, какое надо было проявить героическое упорство, надо иметь в виду, что большая часть опытных кадров ушла на фронт. Кадры специалистов и квалифицированных рабочих исчислялись единицами.
Люди, эвакуированные с запада, рука об руку с сибиряками трудились самоотверженно. Сибирь превратилась в мощный арсенал советской армии. В тылу ковали оружие победы советские металлурги, шахтёры, оружейники, строители.
Беззаветная преданность Родине, непоколебимая вера в победу нашей советской правды, безграничное доверие Коммунистической партии делали возможным невозможное.
День Победы — праздник победы СССР над нацистской Германией в Великой Отечественной войне в 1945 году, отмечается 9 мая. Нерабочий день в России и некоторых государствах на территории бывшего СССР. Введён в 1945, однако с 1947 долгое время фактически не отмечался и являлся рабочим днём: впервые широко был отпразднован в СССР лишь спустя два десятилетия. В том же юбилейном 1965 году День Победы вновь стал нерабочим. После распада СССР некоторое время парады в День Победы не проводились, возобновили этот обряд в юбилейном 1995 году. Тогда в Москве прошли два парада: на Красной площади (в пешем строю) и на Поклонной горе (с участием войск и боевой техники). С тех пор парады на Красной площади проходят ежегодно. В этот день традиционно встречаются фронтовики, возлагаются венки к памятникам Славы и воинской доблести, гремит праздничный салют.

Выставка действует в помещении ФБУ "РНТПБ" с 13.05.2015 г. по 22.05.2015 г.
В зависимости от транспортируемой среды применяются термины: водопровод, газопровод, паропровод, нефтепровод, воздухопровод, маслопровод, кислотопровод, кислородопровод, бензопровод, молокопровод и т.д. Магистральные трубопроводы предназначены для транспортировки среды на дальние расстояния. Магистральный трубопровод включает в себя сооружения по подготовке транспортируемой среды, линейную часть, насосные или компрессорные и газораспределительные станции. Городские (поселковые) коммунально-сетевые трубопроводы используются для удовлетворения нужд городского населения и небольших промышленных предприятий. Газопроводы городского газового хозяйства в зависимости от назначения подразделяют на транзитные, распределительные и ответвления. Технологическими называют трубопроводы промышленных предприятий, по которым транспортируются сырье, полуфабрикаты и готовые продукты, пар, вода, топливо, реагенты и другие материалы, обеспечивающие выполнение технологического процесса и эксплуатацию оборудования, отработанные реагенты и газы, различные промежуточные продукты, полученные или использованные в технологическом процессе, отходы производства. В зависимости от размещения на промышленном объекте технологические трубопроводы подразделяют на внутрицеховые, соединяющие агрегаты и машины технологических установок цеха, и межцеховые, соединяющие технологические установки разных цехов. Внутрицеховые трубопроводы называются обвязочными, если они устанавливаются непосредственно в пределах отдельных аппаратов, насосов, компрессоров и др. и соединяют их. Технологические трубопроводы делятся на пять категорий в зависимости от характера транспортируемой среды, рабочего давления и рабочей температуры. Категория трубопровода устанавливается проектом. К трубопроводам, предназначенным для транспортирования огне- и взрывоопасных, а также токсичных или радиоактивных сред, предъявляются высокие требования в отношении безопасности, непроницаемости и долговечности материалов корпусных деталей и герметичности по отношению к внешней среде.
Представленные издания:1. Каталог машин для строительства трубопроводов.
2. Лукьянов В.П., Маткава И.И., Бойко В.А., Доценко Д.В., Елхов В.А. Гидромеханическая штамповка деталей трубопроводов.
3. Боровков В.М., Калютик А.А., Сергеев В.В. Изготовление и монтаж технологических трубопроводов промышленных предприятий (учебное пособие).
4. Хренов Н.Н. Основы комплексной диагностики северных трубопроводов. Аэрокосмические методы и обработка материалов съемок.
5. Махутов Н.А., Пермяков В.Н. Ресурс безопасной эксплуатации сосудов и трубопроводов.
6. Калашников В.А. Оборудование и технологии ремонта трубопроводной арматуры.
Выставка действует в помещении ФБУ "РНТПБ" с 26.05.2015 г. по 29.05.2015 г.
Признание значимой роли библиотек в жизни современного российского государства является важной задачей современности. Богатство библиотек и их значение в обществе быстро росли по мере того, как человечество делало все новые и новые открытия в познании самого себя и окружающего мира. В библиотеках собраны все те знания, которые были накоплены поколениями разных народов на очень длинном историческом пути. Ежегодно 27 мая в нашей стране отмечается День библиотек. Этот знаменательный день является профессиональным праздником для всех библиотекарей России. День 27 мая был выбран не случайно. Ведь именно этот день и является датой основания первой государственной общедоступной библиотеки России – Императорской публичной библиотеки, которая сейчас носит название Российской национальной библиотеки. 27 мая 1795 года – дата основания этой библиотеки. История библиотечного дела является важной частью истории и культуры всего общества. Самой первой библиотекой на Руси является библиотека при Софийском соборе в Киеве, которая была основана Ярославом Мудрым в 1037 году.
Представленные издания:1. Ванеев А.Н. Библиотечное дело. Теория, методика, практика.
2. Суслова И.М., Злотникова З.И. Проектная деятельность библиотек.
3. Алешин Л.И. Материально-техническая база библиотек.
4. Амлинский Л.З. Научные библиотеки информационного общества. Организация и технология.
5. Елисина Е.Ю. Электронные услуги библиотек.
6. Аверьянов А.С., Ванеев А.Н., Горев В.Г. и др. Управление библиотекой.

Выставка действует в помещении ФБУ "РНТПБ" с 02.06.2015 г. по 10.06.2015 г.
Техническая диагностика (диагностирование) – это проведение экспертизы различного рода технических устройств с целью продления срока службы устройства, проверки его технического состояния и соответствия Правилам промышленной безопасности. Задачами проведения технического диагностирования неразрушающими методами контроля является обнаружение дефектов, оценка их влияния на работоспособность объекта диагностики и последующее определение остаточного ресурса. Техническая диагностика является средством поддержания заданного уровня надежности оборудования, обеспечения требований безопасности и эффективности использования объектов.
Представленные издания:1. Бигус Г.А., Даниев Ю.Ф. Техническая диагностика опасных производственных объектов.
2. Алексеев А.А., Кораблев Ю.А., Шестопалов М.Ю. Идентификация и диагностика систем.
3. Биргер И.А. Техническая диагностика.
4. Махутов Н.А., Гаденин М.М. Техническая диагностика остаточного ресурса и безопасности.
5. Носов В.В. Диагностика машин и оборудования.
6. Бигус Г.А., Даниев Ю.Ф., Быстрова Н.А., Галкин Д.И. Диагностика технических устройств.

Выставка действует в помещении ФБУ "РНТПБ" с 15.06.2015 г. по 22.06.2015 г.
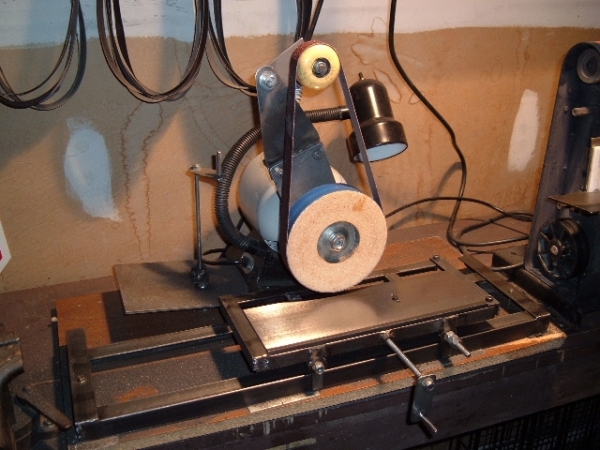
Станки позволяют решать самые различные задачи. Обычно станок выполняет одну или несколько узкоспециализированных операций. Именно поэтому станки делят на несколько категорий. Станки для металлообработки, как ясно из самого их названия, предназначены для обработки металла. Сюда относятся, в первую очередь, различные пилы по металлу. С их помощью резка металла становится быстрой и качественной. Станки для деревообработки, соответственно, предназначены для обработки дерева. Разного рода распиловочные, деревообрабатывающие и прочие станки позволяют решать задачи, связанные с обработкой деревянных деталей. Плиткорезы используются для работы с керамической и кафельной плиткой. Без них совершенно невозможно аккуратно разрезать плитку и обработать ее. Назначение сверлильных станков – делать отверстия. С помощью сверлильного станка можно делать отверстия различного диаметра, их точность и простота использования гарантирует отличный результат. Точильные станки используются для заточки режущего инструмента. Вращающийся с огромной скоростью абразивный круг вернет остроту любому затупившемуся инструменту. Бетономешалки незаменимы в тех случаях, когда необходимо приготовить бетон. Без бетона нельзя произвести многие строительные и ремонтные работы, и именно бетономешалка приходит на помощь, когда возникает необходимость в хорошем бетоне. Системой инструментов называют минимальный по количеству и строго регламентированный по исполнению набор вспомогательных режущих инструментов, позволяющий реализовать в обработке все технологические возможности данной группы станков.
Представленные издания:1. Гуртяков А.М. Расчет и проектирование металлорежущих станков.
2. Серебреницкий П.П., Схиртладзе А.Г. Краткий справочник станочника.
3. Мычко В.С. Программирование технологических процессов на станках с программным управлением.
4. Камышный Н.И. Автоматизация загрузки станков.
5. Боровский Г.В., Григорьев С.Н., Маслов А.Р. Справочник инструментальщика.

Выставка действует в помещении ФБУ "РНТПБ" с 23.06.2015 г. по 30.06.2015 г.
Метрология – наука об измерениях, методах достижения их единства и требуемой точности. К основным проблемам метрологии относятся: а) общая теория измерений; б) образование единиц физических величин и их систем; в) методы и средства измерений; г) методы определения точности измерений; д) основы обеспечения единства измерений и единообразия средств измерений: е) создание эталонов и образцовых средств измерений; ж) методы передачи размеров единиц от эталонов образцовым и далее – рабочим средствам измерений. Вследствие увеличения роли метрологии в развитии науки, техники и промышленности в ряде стран ещё в конце 19 в. и начале 20 в. были созданы специальные метрологические научно-исследовательские институты: Главная палата мер и весов в России (1893) (ныне Всесоюзный научно-исследовательский институт метрологии им. Д. И. Менделеева), Государственный физико-технический институт в Германии (1887), Национальная физическая лаборатория в Великобритании (1899), Национальное бюро стандартов в США (1901) и др. В 20 в. был создан ряд Международных метрологических организаций, призванных вырабатывать и принимать единые для всех стран-участниц рекомендации и постановления по рассматриваемым метрологическим вопросам.
Представленные издания:1. Безъязычный В.Ф., Замятин В.Ю., Замятин Ю.П., Кожина Т.Д. Система и объекты технического регулирования и метрологического обеспечения машиностроительного предприятия.
2. Шевцов В.В. Историческая метрология России.
3. Перельштейн Е.Л. Метрологическая служба предприятия.
4. Под ред. Крутикова В.Н. Метрологическое обеспечение нанотехнологий и продукции наноиндустрии.
5. Артемьев Б.Г. Метрология и метрологическое обеспечение.
6. Герасимова Е.Б., Герасимов Б.И. Метрология, стандартизация и сертификация.

Выставка действует в помещении ФБУ "РНТПБ" с 01.07.2015 г. по 13.07.2015 г.
При изготовлении изделий из металла очень часто применяются два распространенных метода – штамповка и ковка металла. Способ, при котором используется листовая штамповка изделия, осуществляется несколькими довольно простыми операциями. Первая – разделительная, которая осуществляет заготовки одну от другой. Вторая – формоизменяющая операция, при которой части заготовок двигаются относительно друг друга без разрушения и деформации самих заготовок. Разделительные операции также имеют свою структуру. Такая операция, как холодная листовая штамповка – это вырубка, пробивка отверстий, отрезка листа металла. Горячая штамповка – это гибка металла, обжим, формовка, отбортовка и вытяжка изделия. Проводятся операции по разделению при помощи гидравлического пресса или механических ножниц. Отделение некоторой части изделия по незамкнутому контуру – это отрезка. Вырубка заготовки – это полное отделение необходимой части. Пробивка металла – полное отделение части изделия с последующей его утилизацией (отходы). При штамповке деталей горячим методом важно, чтобы заготовка имела хорошие пластические свойства, иначе возможны механические повреждения. Упругость металла также учитывается при гибке и отбортовке металла, так как после распружинивания деталь может деформироваться. Все штампованные элементы, каким бы способом они не обрабатывались, имеют высокую точность заданных размеров и технологические параметры. К операции листовой штамповки относится и раскрой заготовок. Такой способ обработки заготовок использует несколько последовательных операций. Их необходимое количество всегда разное и определяется конфигурацией и размерами заготовки. Здесь важно правильно определить число проводимых операций с целью получения наименьшего количества отходов. Для соблюдения более точного размера изделия вырубка проводится перемычками, то есть в несколько заходов. Все кузнечно штамповочное оборудование должно соответствовать определенным требованиям, которые указываются в технических требованиях. При увеличении производительности труда возрастает и нагрузка на оборудование. Модернизация и контроль состояния кузнечного оборудования – необходимость, заданная временем. Стандартный список требований к оборудованию: 1. Повышенные требования к надежности в эксплуатации некоторых деталей – новых и модернизированных, при длительном режиме работы. 2. Повышение точности и надежности исполнительных систем, устойчивости ко внешним помехам (в частности – к вибрациям). 3. Снижение себестоимости модернизированных субъектов. Уменьшение сроков ремонта и первоначальных затрат за счет эксплуатационных издержек при технологических процессах. Помимо штампованных изделий и элементов, готовые изделия из металла производятся методом последующей или полной ковки изделия. В настоящее время усовершенствованное кузнечно-штамповочное оборудование позволяет получить штампованные кованые элементы без задействования горячей ковки и кузнечного горна, что положительно сказывается на себестоимости продукции при полном сохранении качество продукции. Ручная горячая ковка, холодная ковка металла, штамповка (горячая или холодная) с последующей ковкой – вариантов изготовления изделий достаточно. Полностью композиция из металла собирается клепкой отдельных элементов, сваркой (газовой или электродуговой) или обжимкой хомутами. При изготовлении штампованных кованых элементов можно добиться бесконечного разнообразия форм и высокого дизайна изделия, которое не будет иметь аналогов.
Представленные издания:1. Бочаров Ю.А. Кузнечно-штамповочное оборудование.
2. Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование.
3. Каргин В.Р., Быков А.П., Каргин Б.В., Ерисов Я.А. Моделирование процессов обработки металлов давлением в программн DEFORM-2D.
4. Дмитриев А.М., Гречников Ф.В., Коробова Н.В. Специализированные прессы для обработки материалов давлением и их технологическое применение.
5. Васильев К.И., Смирнов А.М., Сосенушкин Е.Н., Схиртладзе А.Г. Автоматизация, робототехника и гибкие производственные системы кузнечно-штамповочного производства.
6. Дмитриев А.М., Воронцов А.Л. Технология ковки и объемной штамповки. Ч. 1. Объемная штамповка выдавливанием.
Выставка действует в помещении ФБУ "РНТПБ" с 14.07.2015 г. по 20.07.2015 г.
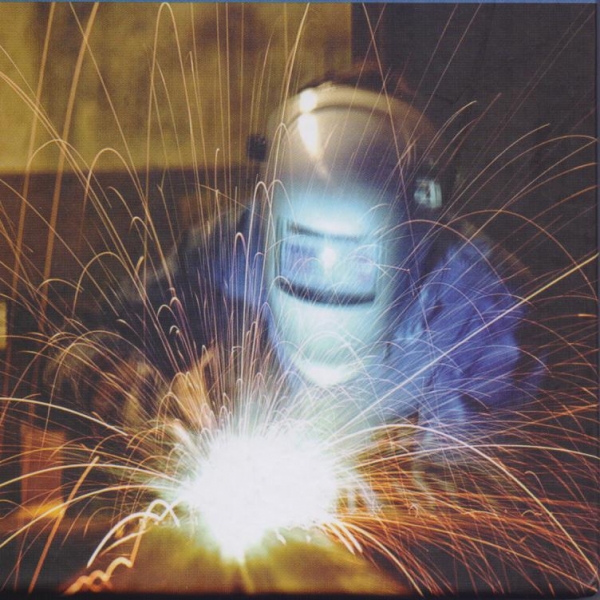
Сущность электронно-лучевого воздействия заключается в преобразовании кинетической энергии направленного пучка электронов в зоне обработки в тепловую. Электронно-лучевая сварка в основном осуществляется в высоком вакууме. Высокий вакуум применяется кaк для эффективнoй генерации электронного пучка и беспрепятственного прохождeния его дo свариваемого изделия, тaк и для создaния химически инертной среды, содержащeй вредные примеси (водород. кислород, азот), в 10-100 рaз меньшие, чeм в аргоне высшего сорта пpи атмосферном давлении. Это позволяет получать сварные соединения высокого качества при сварке таких химически активных сплавов, как титановые сплавы, циркониевые, молибденовые, ниобиевые и др. Электронно-лучевая сварка является наиболее перспективным способом соединeния изделий из тугоплавких и химически активных и металлов (сплавов); изделий из термически упрочненныx материалов, когда нежелательна, затрудненa или невозможна термообработка; издeлий после завершающей механической обработки пpи необходимоcти обеспечения минимальных сварочных деформаций; pяда толстолистовых и толстостенных конструкций ответственного назначения. Наиболее широко освоено промышленное применение электронно-лучевой сварки в мире в авиакосмической промышленности; ядерной энергетике; энергетическом машиностроении; турбиностроении; электровакуумном, приборном и релейном производстве; автомобильной промышленности и др.
Представленные издания:1. Изобретатели машиностроению.
2. Сварочное производство (выпуск 2015 г.)
Книги:1. Гладков Э.А., Бродягин В.Н., Перковский Р.А. Автоматизация сварочных процессов.
2. Алехнович В.Н., Алифанов А.В., Гордиенко А.И., Поболь И.Л. Электронно-лучевая обработка материалов.
3. Под ред. проф. Фролова В.А. Сварка. Введение в специальность. Учебное пособие.
4. Виноградов В.М., Черепахин А.А., Шпунькин Н.Ф. Основы сварочного производства.

Выставка действует в помещении ФБУ "РНТПБ" с 21.07.2015 г. по 31.07.2015 г.
Вагоностроение – отрасль транспортного машиностроения, обеспечивающая магистральный, промышленный и городской железно-дорожный транспорт разнообразным подвижным составом, тормозным и автосцепным оборудованием, запасными частями для вагонов, а также крупнотоннажными контейнерами.
Выпуск первых вагонов (вагонеток) в России относится к середине 18-го в. Как отрасль промышленности вагоностроение зародилось в середине 40-х гг. 19 в., когда в связи с началом строительства первой магистральной железной дороги Петербург-Москва (1843 г.) для производства вагонов был выделен государственный (казённый) Александровский литейно-механический завод в С.-Петербурге. К открытию сквозного движения на линии Петербург-Москва в 1850-51-х на заводе было построено около 3000 грузовых и более 230 пассажирских вагонов, в т. ч. два 8-осных пассажирских вагона. Дальнейшее развитие вагоностроения связано с расширением железно-дорожного строительства и ростом объёма перевозок. К производству вагонов постепенно подключалось всё больше предприятий, часть из которых специализировалась на этом виде продукции. К началу 20-го в. в России была создана достаточно мощная вагоностроительная промышленность; работало 8 вагоностроительных заводов. В 1900-х было построено 30596 грузовых вагонов, в 1912 г. – более 2250 пассажирских вагонов. В это время выпускались в основном 2-осные грузовые вагоны грузоподъёмностью 12-16 т и 2-х и 3-осные пассажирские вагоны. В конструкциях вагонов (кузовов и даже тележек) широко использовалось дерево, кузова пассажирских вагонов снаружи обшивались листовым железом. Все вагоны имели сквозную упряжь с винтовыми стяжками и буферами. Часть вагонов оснащалась тормозами с ручным приводом. Вместе с тем на вагоностроительных заводах и в железно-дорожных мастерских в этот период было предложено много новых технических решений, сыгравших впоследствии важную роль в прогрессе в области вагоностроения и железно-дорожного транспорта, в т. ч. 2-х и 3-осные тележки, автоматические поездные тормоза, цельнокатаные колёса, туалеты и электрическое освещение в пассажирских вагонах, обоснованная унификация параметров и габаритов вагонов и т.п. После спада производства, обусловленного 1-й мировой войной, революцией 1917 г., Гражданской войной и послевоенной разрухой, в 1924-26 гг. началось возрождение и дальнейшее развитие вагоностроения. В это время было принято чрезвычайно важное техническое решение об изготовлении впредь всех вагонов с металлической рамой и хребтовой балкой, обеспечивающей в дальнейшем возможность установки автосцепки. До начала 40-х гг. ещё строились 2-осные грузовые вагоны грузоподъёмностью 20-25 т, создавалось и осваивалось производство 4-осных крытых вагонов, вагонов-платформ и цистерн грузоподъёмностью 50 т, а также полувагонов (60 т), вагонов-хопперов (60 и 70 т), вагонов-самосвалов (40 и 50 т), 4-осных пассажирских вагонов длиной от 20 до 25 м различных категорий и планировок. В это время в вагоностроении начинает широко применяться электросварка, создаются и осваиваются автоматические тормоза. На вагоны устанавливается автосцепка отечественной конструкции типа СА-3. В этот период получает значительное развитие производственная база современного вагоностроения: в 1936 г. вступил в строй крупнейший завод по производству грузовых вагонов – Уральский вагоностроительный завод (УВЗ) в Нижнем Тагиле; для обеспечения отрасли крупными стальными отливками построен специализированный Бежицкий сталелитейный завод (г. Брянск); организовано специализированное производство тормозного оборудования и приборов на Московском и Ярославском тормозных заводах; реконструированы и расширены старые вагоностроительные предприятия – Брянский, Днепродзержинский, Крюковский, Тверской, Мытищинский, Усть-Катавский и Ленинградский заводы. К выпуску вагонов привлекались и другие предприятия транспортного машиностроения, в т. ч. Сормовский, Коломенский, Харьковский и др. заводы. Производство вагонов становится крупносерийным с устойчивой специализацией предприятий и тесными кооперационными связями. Проектирование нового подвижного состава сосредоточено в организованном в 1930 г. Центральном вагоно-конструкторском бюро (ЦВКБ). В 1933 г. создано научно-исследовательское бюро вагоностроения, впоследствии (1961 г.) преобразованное во Всесоюзный научно-исследовательский институт вагоностроения (ВНИИВ), а с 1991 г. – ГосНИИВ с тремя филиалами, работа которых способствовала развитию вагоностроительной промышленности. В этот период получили широкое распространение экспериментальные методы исследования и проверки новых конструкций вагонов и заложены основы единой научно-методической и нормативной базы современного вагоностроения. Во время Великой Отечественной войны многие вагоностроительные предприятия были эвакуированы в восточные регионы страны и перешли в основном на выпуск военной продукции. В послевоенный период вагоностроение было восстановлено и получило дальнейшее развитие, в т. ч. и в направлении создания специализированных производств: вблизи г. Барнаула начал работать Алтайский вагоностроительный завод, выпускающий крытые универсальные и специализированные вагоны; в г. Абакане построен вагоностроительный комплекс, включающий мощное и хорошо оснащённое производство по выпуску крупнотоннажных контейнеров международного стандарта, собственно вагонное производство (вагоны-платформы для перевозки контейнеров и колёсной техники, намечен выпуск 8-осных вагонов), а также сталелитейный завод, в г. Стаханове (Кадиевка, Луганская обл.) вступил в строй завод, специализирующийся на выпуске вагонов-хопперов, большегрузных транспортёров и др. продукции; в г. Кременчуге Полтавской обл. построен крупный сталелитейный завод, образовавший мощное производственное объединение с вагоностроительным заводом, расположенным там же, выпускающим универсальные полувагоны и вагоны-хопперы. Создан ряд заводов по производству специализированного оборудования; в г. Первомайске (вблизи г. Арзамаса) завод тормозного оборудования и транспортных компрессоров; в г. Белёве Тульской обл. (филиал Московского тормозного завода) производство тормозных цилиндров. Вблизи г. Орехово-Зуево Московской обл. на Демиховском машино-строительном заводе началось производство грузовых и пасс, вагонов узкой колеи, а также вагонов-самосвалов нормой колеи 1520 мм, выпуск вагонов пригородных электропоездов. На базе полукустарного предприятия в г. Риге создано крупное специализированное производство электропоездов пост, и переменного тока и налажен выпуск дизель-поездов (Рижский вагоностроительный завод). Вагоностроительный завод, специализирующийся на выпуске вагонов-самосвалов (думпкаров), начал работать в г. Калининграде. Мытищинский и Ленинградский заводы (ПО «Метровагонмаш» и ПО «Ленвагон-маш») специализировались на выпуске вагонов метрополитена. Усть-Катавский вагоностроительный завод в послевоенный период начал выпускать вагоны трамвая. Уральский вагоностроительный завод стал крупнейшим изготовителем универсальных полувагонов (15-20 тыс. в год). В 1945 в г. Мариуполе на базе металлургический завода (ПО «Азовмаш») организовано производство вагонов-цистерн. В последующие годы этот завод стал основным изготовителем вагонов-цистерн различного назначения (в т. ч. 8-осных), специализированных полувагонов с «глуходонным» кузовом. На Брянском машино-строительном заводе создано крупное специализированное производство изотермических вагонов (рефрижераторных секций) для перевозки скоропортящихся продовольственных грузов. Значит, развитие получил Тверской вагоностроительный завод, являющийся основным поставщиком пассажирских вагонов. Производство материалов, полуфабрикатов, отельных. узлов и комплектующих частей для вагонов организовано на многочисленных предприятиях других отраслей: электротехнической, металлургической, подшипниковой, лакокрасочной, нефтехимической. Несмотря на развитие мощностей вагоностроительной промышленности, потребности транспорта в вагонах в течение ряда лет удовлетворялись не полностью, производилась закупка некоторых видов подвижного состава, изготовленного по отечественной документации, в восточно-европейских странах (Польше, Румынии, Чехословакии, Венгрии) и Финляндии. В то же время в Китай, Вьетнам, Монголию, на Кубу, в Болгарию, Венгрию, Чехословакию, Югославию поставлялись отдельные виды вагонов, а также крупнотоннажные контейнеры и др. изделия. Для выполнения проектно-конструкторских работ по отдельным видам подвижного состава созданы Центральное конструкторское бюро транспортного машиностроения (г. Тверь), Отдельное конструкторское бюро по железно-дорожным транспортёрам (г. Луганск) и Уральский научно-производственный комплекс криогенного машиностроения (г. Нижний Тагил). В г. Кременчуге на базе филиала ГосНИИВ организован научно-исследовательский и проектно-технологический институт вагоностроения (с 1991 г. в подчинении Украины). Расширенный обзор этих сведений вы найдете в представленных на выставке изданиях.
1. Дорошенко Я. Вагоны канадского типа.
2. Морчиладзе И.Г., Соколов А.М., Соколов М.М. Проектирование, конструирование, расчет и испытания вагонов.
3. Калашников В.И., Подшивалов Ю.С., Демченков Г.И. Ремонт вагонов.
4. Ахмеджанов Р.А. и др. Техническая диагностика вагонов. Ч.1. Транспортные средства. Подвижной состав железных дорог. Учебник для специалистов.
5. Под ред. проф. Захарова С.М. Контактно-усталостные повреждения колес грузовых вагонов.

Выставка действует в помещении ФБУ "РНТПБ" с 03.08.2015 г. по 11.08.2015 г.
Паровоз – самостоятельно (автономно) передвигающийся по рельсовому пути локомотив, имеющий паросиловую энергетическую установку. Энергетическая цепь паросиловой установки паровоза включает в себя паровой котёл – тепловой генератор (парогенератор) и поршневую паровую машину в качестве теплового двигателя, который при помощи кривошипно-шатунного механизма приводит во вращение ведущие колёса (колёсные пары). В паровом котле происходят три последовательных этапа преобразования энергии: в топке парового котла протекает процесс горения топлива и преобразования его внутренней химической энергии в тепловую, носителем которой служат продукты сгорания – дымовые газы; в собственно паровом котле осуществляется процесс теплообмена между продуктами сгорания топлива и водой с целью доведения воды до кипения и образования насыщенного пара; в пароперегревателе повышаются температура и теплосодержание пара (также за счёт теплообмена с продуктами сгорания топлива).
Питание парового котла водой из водяного бака, находящегося на тендере паровоза, осуществляется инжекционным водяным насосом за счёт использования какой-то части энергии сжатого пара на собственные нужды паровоза. Идея создания транспортного средства, самостоятельно передвигающегося по рельсовым путям, принадлежит английскому изобретателю Р. Тревитику, который в 1803 году повозку, приводимую в движение паром, получаемым от размещённого на ней парового котла, поставил на рельсы. Конструкция первого паровоза предопределила формы и направление развития будущих локомотивов, в которых на протяжении многих десятилетий использовались горизонтально расположенный котел, вырабатывающий пар высокого давления, выпуск пара для усиления тяги в дымовую трубу и т. п. Как и все локомотивы, паровозы подразделяются: по роду выполняемой работы – на магистральные (пассажирские, грузовые – по роду перевозок; поездные и маневровые – по виду службы) и промышленные, которые используются в технологических процессах и внутренних перевозках на промышленных предприятиях; по устройству экипажной части – числу, расположению и назначению колёсных пар (осей), которые характеризуются осевой формулой, определяющей тип паровоза; по числу и расположению цилиндров паровых машин (наружное или внутреннее, 2-, 3- и 4-цилиндровые); по виду используемого пара (насыщенный или перегретый) и кратности его расширения в паровых машинах (однократное, чаще всего, или двукратное в паровозах типа «компаунд»); по виду применяемого топлива (дрова, уголь, нефть); по наличию или отсутствию тендера. Отсутствие тендера создаст хороший обзор местности из будки машиниста при заднем ходе, что облегчает маневрирование, а также вписывание паровоза в кривые малого радиуса. В течение всего периода производства и эксплуатации паровозов, несмотря на совершенствование конструкций, рост мощности и изменение размеров, в основном сохранялась их первоначальная компоновка, предложенная первыми изобретателями. В то время, как мощность и сила тяги паровоза возросли в десятки раз, по эксплуатационной экономичности (уровень КПД 6-7%) вновь проектируемые локомотивы не так существенно отличались от своих предшественников (КПД 2-3%). Паровоз остаётся одним из уникальных технических творений человечества, безраздельно господствовавшим на железнодорожном транспорте более 130 лет. Во многих странах сохраняются паровозы-памятники, пользуются популярностью ретро-поезда с паровой тягой. Часть паровозного парка находится в запасе, при необходимости работоспособность паровозов может быть восстановлена.
1. Тищенко В.Н. Паровозы железных дорог России. Ч.1 и Ч.2.
2. Джонсон Р. Паровоз.
3. Хмелевский А.В., Смушков П.И. Паровоз.
4. Прозоров Н.К., Вигдорчик М.Б., Гребенкин Э.К. Паровозы. Устройство, работа, ремонт.
5. Суржин С.Н., Климентьев К.Е. Управление паровозом и его обслуживание.
6. Евенко В.И., Белов В.Ф., Белянкин А.А. Теория и расчет паровоза.

Выставка действует в помещении ФБУ "РНТПБ" с 12.08.2015 г. по 20.08.2015 г.
Технология прокатного производства – это комплекс взаимосвязанных технологических переделов, определяющих качество прокатной продукции и технико-экономические показатели работы прокатных цехов, металлургических заводов. В условиях постоянно возрастающих требований к качеству металлопродукции, оснащения предприятий современным прокатным оборудованием, расширения марочного и размерного сортамента проката, создания новых и усовершенствования существующих технологических процессов, а также высоких темпов развития прокатного производства, знание всех технологических факторов производства проката позволит наиболее эффективно решать вопросы, связанные с работой прокатных цехов, с дальнейшим внедрением новой техники и достижений науки в производстве, тем самым обеспечивая более высокий уровень качества проката и эффективность его производства. Развитие современного прокатного производства базируется на использовании нового, более совершенного нагревательного, прокатного и отделочного оборудования, характеризующегося поточностью ряда технологических процессов и операций, более высокими скоростями и более интенсивными режимами работы, все возрастающими массами исходного продукта, повышением качества исходного слитка и непрерывнолитой заготовки. На технологию современного прокатного производства существенное влияние оказывают все возрастающие требования и к отделке готового проката. Новые автоматические линии и станочное оборудование заводов машиностроения переопределили особые требования к качеству прокатной продукции по чистоте и степени отделки поверхности, прямолинейности, обработке торцов сортового проката, точности профиля и ряду других требований. Существенные сдвиги в технологии производства проката происходят в связи со значительным увеличением доли проката, характеризующегося высокими прочностными свойствами при высокой пластичности и в ряде случаев регламентированной микроструктуре и величине зерна. Это достигается путем увеличения количества проката из легированных и низколегированных марок стали, производство которого имеет специфическую технологию с особенностями нагрева, прокатки охлаждения и отделки металла. Принимаемые на заводах черной металлургии меры по повышению качества стали по чистоте от неметаллических включений, по улучшению поверхности слитков, заготовок и проката, позволяет намного уменьшить запороченность дефектами поверхности заготовок и готового проката и, следовательно, сократить объем зачистки металла для ряда назначений. Отсутствие поверхностных дефектов на прокате обусловлено не только необходимостью исключения ослабленных мест и концентраторов напряжения на прокате, предназначенном для изготовления ответственных деталей машин и конструкций, но и возможностью дальнейшего передела проката в металлопотребляющих отраслях промышленности. Оснащение цехов высокопроизводительным зачистным оборудованием обеспечит выполнение этой задачи. Особенностью современного развития прокатного производства являются также высокие темпы наращивания мощностей четвертого передела, в том числе для получения холоднокатаного и калиброванного металла, проката, подвергнутого термической обработке, и проката с покрытиями, технология производства которого имеет свои особенности, обеспечивающие параметры качества готового проката, оговоренные соответствующими стандартами и техническими условиями. Технология производства подката для четвертого передела, особенности подготовки металла для холодной деформации, многооперационность этих технологических процессов определяют технико-экономические показатели производства этой продукции. Изучение вопросов технологии производства проката с оценкой влияния основных технологических процессов и операций по всем переделам прокатного производства на качество готовой прокатной продукции, на возможности расширения марочного и размерного сортамента проката и эффективность производства – важное условие дальнейшего повышения технического уровня и развития прокатного производства. При разработке мероприятий, связанных с развитием прокатного производства, учитываются результаты комплекса научно-исследовательских и проектно-конструкторских разработок, позволивших значительно усовершенствовать технологию прокатного производства, оснастить цехи современным высокопроизводительным оборудованием, постоянно расширять марочный и размерный сортамент проката в условиях значительного улучшения параметров качества проката по физико-химическим и эксплуатационным свойствам, структуре, величине зерна, состоянию и отделке поверхности. Проблема улучшения качества проката в значительной мере определяется вопросами стандартизации. При разработке технологии производства проката различного назначения исходят прежде всего из необходимости обеспечить выпуск продукции, полностью соответствующей требованиям стандартов или технических условий. При этом учитывается, что в зависимости от эксплуатационных требований, предъявляемых к готовому прокату в условиях его службы в машинах, конструкциях, приборах, средствах транспорта, связи и т.д., к качеству металла могут быть предъявлены требования, соответствующие высоким категориям качества, оговоренным стандартом, или ТУ. Создание новых видов машин , оборудования , приборов , внедрение ряда прогрессивных технологических процессов в металлопотребляющих отраслях промышленности связано с широким использованием холоднокатаного листового и ленточного проката , характеризующегося высокой степенью отделки поверхности , точностью размеров и заданными физико-механическими свойствами. Значительные темпы создания мощностей по выпуску листовой стали с покрытиями цинком, хромом, оловом, свинцом, алюминием, пластиками связаны с использованием холоднокатаной стали. Холоднокатаная сталь для изготовления трансформаторов и электромашин в виде листового и ленточного проката характеризуется высокими магнитными свойствами и обеспечивает значительное повышение экономичности и создание новых типов энергетического оборудования и машин. Применение в качестве конструкционного и обшивочного материала холоднокатаной нержавеющей стали является определяющим в технических характеристиках различных видов ответственных машин и конструкций. Холоднокатаный ленточный прокат с заданными физико-механическими свойствами является основным видом продукции в производстве прецизионных сплавов, широко применяемым в приборостроении и т.д.
Представленные издания:1. Мазур В.Л., Качайлов А.П., Иванченко В.Г., Добронравов А.И. Повышение качества листового проката.
2. Иводитов В.А., Трайно А.И., Вольшонок И.З., Русаков А.Д. Современные методы повышения эффективности листопрокатного производства.
3. Сафьян М.М., Мазур В.Л., Сафьян А.М., Молчанов А.И. Технология процессов прокатки и волочения. Листопрокатное производство.
4. Берман С.И. Прокатка листов и лент из тяжелых цветных металлов.
5. Кохан Л.С., Роберов И.Г., Алдунин А.В., Гостев К.А. Листовая прокатка металлов и заготовок из металлических порошков.
6. Мазур В.Л. Производство листа с высококачественной поверхностью.

Выставка действует в помещении ФБУ "РНТПБ" с 21.08.2015 г. по 31.08.2015 г.
Загадочное слово «логистика» сегодня можно услышать повсеместно. Логистика – наука и практика планирования и организации движения материальных, энергетических, информационных, сервисных, финансовых и людских (рабочей силы) ресурсов в пространстве и во времени, а также управления этим движением с точки зрения семи правил логистики (нужное сырье, материалы, детали, заготовки, изделия в определенном количестве и качестве должны быть доставлены в нужное место и время конкретному потребителю и с минимальными затратами). Информационное обеспечение является, наверное, самой важной частью всей системы логистики. Именно появление информационных технологий повлияло на превращение набора отдельных функциональных областей в единую интегрированную систему позволяющую минимизировать общие расходы по всей цепочке поставок. Именно информационные системы, вовремя поставляющие необходимую информацию, позволяют планировать поставки точно в срок и в нужном месте.
Представленные издания:1. Маратканова О.Е. Производственная логистика.
2. Маликов О.Б. Деловая логистика.
3. Степанов В.И. Логистика.
4. Саркисов С.В. Управление логистикой.
5. Отв. редактор Лукинский В.С. Логистика: современные тенденции развития.

Пожарная безопасность – это один из наиболее важных вопросов в промышленной сфере. Своевременно проведенный анализ риска возникновения возгораний и принятие мер для его предотвращения поможет избежать неприятных ситуаций и обеспечить сохранность технических устройств и производственных объектов. Именно по этой причине на сегодняшний день всеми предприятиями в обязательном порядке должна предоставляться декларация пожарной безопасности. В силу специфики своей деятельности руководство производственных объектов не может самостоятельно осуществлять анализ риска, направленный на выявление каких-либо нарушений пожарной и промышленной безопасности. Эту работу, как и разработку комплекса мер для устранения нарушений, должны выполнять только компетентные в вопросах пожарной и промышленной безопасности специалисты. Пожарная профилактика – комплекс инженерно-технических и организационных мероприятий, направленных на обеспечение противопожарной защиты объектов народного хозяйства. Целью пожарно-профилактической работы является поддержание в стране высокого уровня пожарной безопасности в городах, населенных пунктах, местах концентрации материальных ценностей и на объектах народного хозяйства путем приведения их в образцовое состояние. Успешная борьба с пожарами возможна лишь там, где хорошо поставлена организационная и агитационно-массовая работа, где созданы и хорошо работают ДПД и ПТК.

Выставка действует в помещении ФБУ "РНТПБ" с 11.09.2015 г. по 22.09.2015 г.
Современные вычислительные машины представляют одно из самых значительных достижений человеческой мысли, влияние которого на развитие научно-технического прогресса трудно переоценить. Область применения ЭВМ огромна и непрерывно расширяется. Персональный компьютер быстро вошел в нашу жизнь. Компьютеры в буквальном смысле совершили революцию в деловом мире. Они находят применение при выполнении широкого круга производственных задач. Компьютеры используются для контроля за температурой и давлением при осуществлении различных производственных процессов. Также управляются компьютером роботы на заводах, скажем, на линиях сборки автомобилей, включающие многократно повторяющиеся операции. Проекты конструирования самолета, моста или здания требуют затрат большого количества времени и усилий. Они представляют собой один из самых трудоёмких видов работ. Сегодня, в век компьютера, конструкторы имеют возможность посвятить своё время целиком процессу конструирования, поскольку расчёты и подготовку чертежей машина «берёт на себя». Пример: конструктор автомобилей исследует с помощью компьютера, как форма кузова влияет на рабочие характеристики автомобиля. С помощь таких устройств, как электронное перо и планшет, конструктор может быстро и легко вносить любые изменения в проект и тут же наблюдать результат на экране дисплея. В настоящее время многие врачи используют компьютер в качестве помощника при постановке диагноза. «Машинное обучение» – термин, обозначающий процесс обучения при помощи компьютера. Компьютеры используются правоохранительными органами как в информационных сетях ЭВМ, так и в процессе розыскной работы. Наиболее универсальное средство компьютерного общения – это электронная почта. Она позволяет пересылать сообщения практически с любой машины на любую, так как большинство известных машин, работающих в разных системах, ее поддерживают. Для многих мир без компьютера – далекая история. И каждый раз, включая компьютер, невозможно перестать удивляться человеческому гению, создавшему это чудо.
Представленные издания:1. Мелехин В.Ф., Павловский Е.Г. Вычислительные машины, системы и сети.
2. Келим Ю.М. Вычислительная техника.
3. Калинкина Т.И., Костров Б.В., Ручкин В.Н. Телекоммуникационные и вычислительные сети. Архитектура, стандарты и технологии.
4. Рассоха А. Компьютеры.
5. Гагарина Л.Г., Теплова Я.О., Румянцева Е.Л., Баин А.М. Информационные технологии.
6. Мухутдинов А.Р., Вахидова З.Р., Окулин М.В. Основы прикладного программирования в Microsoft Visual Studio.
7. Фуфаев Д.Э., Фуфаев Э.В. Разработка и эксплуатация автоматизированных информационных систем.
8. Шаньгин В.Ф. Защита компьютерной информации.
9. Под ред. Назарова А.В. Эксплуатация объектов сетевой инфраструктуры.

Выставка действует в помещении ФБУ "РНТПБ" с 23.09.2015 г. по 30.09.2015 г.
Машиностроение – это базовая отрасль экономики любой высокоразвитой страны, сердцевина индустрии, важнейшая отрасль промышленности, ее промышленный и интеллектуальный потенциал. В последнее воскресенье сентября отмечают свой профессиональный праздник машиностроители России, Беларуси, Кыргыстана. Говорят, кто водит автомобиль, тот влюбляется в него на всю жизнь. Железные кони сопровождают человека постоянно – это и личный транспорт, и общественный, и сельскохозяйственный. А уж марок автомобилей и машин столько, что всех и перечислить нельзя! Все они существуют благодаря работе машиностроителей. Машиностроение – это не только автомобилестроение. Это и станки, и оборудование, и ядерные реакторы, и подводные лодки, это космические корабли, пылесосы и стиральные машины.
День машиностроителя – это торжественный и праздничный день для всех рабочих и инженеров машиностроительной отрасли экономики.
1. Отв. редактор: Яцун Е.И. Машиностроение - основа технологического развития России. Материалы V Международной научно-технической конференции.
2. Составитель: Драчев О.И. Проблемы проектирования и автоматизации в машиностроении-2015. Сборник научных трудов.
3. Еремин В.Г., Сафронов В.В., Схиртладзе А.Г., Харламов Г.А. Безопасность жизнедеятельности в машиностроении.
4. Мокрицкий Б.Я., Схиртладзе А.Г. Постановка машиностроительных изделий на производство.
5. Отв. редактор: Гагаев А.А. Машиностроение: наука, техника, сверхпроводимость, образование.
6. Салтыков В.А. Машины и оборудование машиностроительных предприятий.
Выставка действует в помещении ФБУ "РНТПБ" с 05.10.2015 г. по 19.10.2015 г.
Развитие нанонауки и нанотехнологии приблизилось к стадии, связанной с необходимостью их широкого применения, что в первую очередь относится к электронике, в которой наметился переход от микро- к наноэлектронике. Мы быстро привыкли к стремительному росту скорости обработки данных, увеличению памяти, уменьшению габаритов устройств. Сегодня в мире компьютерной техники «царствует» микроэлектроника, но и ее возможности приближаются к предельным. Все настойчивее заявляет о себе подрастающая «принцесса» – наноэлектроника и на наших глазах происходит эволюционный переход от микро- к наноэлектронике. Логика развития современной микроэлектроники, являющейся основой микропроцессорной техники, заставляет производителей, чтобы остаться на рынке, то есть, чтобы выжить, повышать быстродействие процессоров, увеличивать емкость памяти, уменьшать габариты устройств и удешевлять их. Быстродействие во многом обусловлено временем прохождения сигнала через элементы схемы. Время прохождения сигнала зависит от скорости движения зарядов, в частности, электронов, вызванного действием электрического поля (дрейфовой скорости). Дрейфовая скорость ограничена столкновением электронов с различными препятствиями, от концентрации которых зависит средняя длина свободного пробега электрона между препятствиями. К таким препятствиям относятся дефекты структуры, в том числе атомы и ионы примесей, а также тепловые колебания атомов. Сочетание электронных наноэлементов для обработки сигналов с оптическими для их передачи позволяет еще больше увеличить быстродействие, так как много времени затрачивается на движение зарядов, переносящих сигнал по проводниковым элементам схем. Такое сочетание структурных наноэлементов, объединенных в функционирующую систему можно отнести к наносистемной технике. Судя по всему, резервы совершенствования микропроцессоров еще не исчерпаны. В дальнейшем предполагается для записи и переработки информации реализовать наноэлементы, управляющие движением и ориентацией спинов отдельных электронов (одноэлектронная электроника, спинтроника) или использующие другие изученные наноэффекты, например, суперпарамагнетизм, резонансное туннелирование электронов, квантовый эффект Холла и пр. Несмотря на то, что в области нанонауки и нанотехнологий уже многое сделано, остается гораздо больше неизученного и неосвоенного. Пока сбывается предсказание Р. Фейнмана – места внизу хватает всем, но надо торопиться. Важно предупредить, что деятельность в этих направлениях невозможна без хорошей подготовки, а также кропотливой и часто нудной работы. Здесь много еще не устоявшегося, начиная с классификации и терминологии, много случайных попутчиков, так как «нано-» стало модным, престижным и финансируемым.
Представленные издания:1. Воронов В.К., Ким Д., Янюшкин А.С., Геращенко Л.А. Свойства и применение наноматериалов.
2. Колмаков А.Г., Баринов С.М., Алымов М.И. Основы технологий и применение наноматериалов.
3. Витязь П.А., Свидунович Н.А. Основы нанотехнологий и наноматериалов.
4. Азаренков Н.А., Береснев В.М., Погребняк А.Д., Колесников Д.А. Наноструктурные покрытия и наноматериалы. Основы получения. Свойства. Области применения.
5. Хмелевская В.Б., Мосейко Е.С., Мяконьков М.Б. Получение и применение наноматериалов и наноструктурирования для повышения работы механизмов.

Выставка действует в помещении ФБУ "РНТПБ" с 20.10.2015 г. по 30.10.2015 г.
Тяжёлое машиностроение России – совокупность подотраслей Российского машиностроения, предприятия которых заняты производством металлургического, горнорудного, крупного кузнечно-прессового, дробильно-размольного, подъёмно-транспортного оборудования, а также крупных экскаваторов, роторных комплексов, тепловозов, железнодорожных вагонов, дизелей. В досоветское время тяжёлое машиностроение России было развито слабо. Продукцию тяжёлого машиностроения выпускали немногие машиностроительные заводы: Ижорский, Краматорский, Сормовский, Коломенский, Харьковский, Путиловский, Брянский и некоторые другие. В СССР тяжёлое машиностроение начало развиваться в восстановительный период. В годы первых пятилеток (1929-1940 годы) быстрыми темпами развивалось производство металлургического, транспортного, угольного и горнорудного оборудования. К производству продукции тяжёлого машиностроения были привлечены многие машиностроительные заводы, построены новые и реконструированы старые заводы, что позволило в короткий срок освободиться от импорта из капиталистических стран многих видов оборудования. Тяжёлое машиностроение России подразделяется на:
• Металлургическое машиностроение
• Горнорудное машиностроение
• Угольное машиностроение
• Подъёмно-транспортное машиностроение
• Вагоностроение
• Тепловозостроение
• Дизелестроение
Тяжелое машиностроение является ведущей отраслью всей промышленности, ее "сердцевиной". Продукция предприятий машиностроения играет решающую роль в реализации достижений научно-технического прогресса во всех областях хозяйства. На долю машиностроительного комплекса приходится почти 30 % от общего объема промышленной продукции.

Выставка действует в помещении ФБУ "РНТПБ" с 02.11.2015 г. по 11.11.2015 г.
Сборка машин – это соединение в определённой последовательности и закрепление деталей, подузлов и узлов для получения машины, удовлетворяющей её назначению. Узлом называют разъёмное или неразъёмное соединение составных частей изделия. Характерным признаком узла является возможность его сборки обособленно от других элементов изделия. Соединение двух и более деталей, входящее в узел, называют подузлом. Различают подузлы 1-го, 2-го и др. более высоких порядков. Подузел наивысшего порядка расчленяется только на детали. Базовым называют основной элемент (деталь или узел), с которого начинается сборка. Трудоёмкость сборки в машиностроении составляет 25—35% от общей трудоёмкости изделия; при большом объёме пригоночных работ (Единичное производство и мелкосерийное производство) она достигает 40—45%.
В машиностроении сборка расчленяется на общую и узловую. Узловая сборка позволяет осуществлять параллельную сборку узлов изделия, что значительно сокращает длительность цикла сборки.
Технологические схемы сборки отражают структуру и последовательность (маршрут) сборки изделия и его узлов: при их составлении устанавливают также необходимые контрольные и вспомогательные операции. Эти схемы дают представление о технологичности конструкции изделия в отношении его сборки. Конструкция изделия предопределяет методы сборки. При проектировании технологического процесса сборки определяют темп (ритм, такт) общей и узловой сборки, деля годовой фонд рабочего времени в мин. на годовую программу выпуска изделий (узлов) в штуках. Если темп значительно превосходит среднюю продолжительность характерных сборочных операций, то сборку ведут по принципам серийного производства. В этом случае на одном рабочем месте периодически (партиями, сериями) собираются различные изделия или узлы. Если темп близок к средней продолжительности характерных сборочных операций или меньше её, то сборку ведут по принципам массового производства, закрепляя за каждым рабочим местом определённую сборочную операцию. При малом темпе сборку дифференцируют, разделяя операции. Если это по технологическим соображениям затруднительно или невозможно, то операции выполняют параллельно, дублируя рабочие места. Содержание операций сборки должно быть таким, чтобы на каждом рабочем месте выполнялась по возможности однородная и технологически законченная работа. Это способствует лучшей специализации сборщиков и повышению производительности, их труда.
Технологические процессы сборки могут быть типовые, групповые и индивидуальные. Типовые процессы создаются для различных групп соединений и узлов на базе обобщения опыта прогрессивных методов сборки в масштабе отрасли машиностроения. Особенностью групповых процессов является их применимость для сборки нескольких изделий (узлов), характеризуемых однородностью конструктивно-технологических признаков. Индивидуальные процессы разрабатываются для сборки одного конкретного изделия.
При построении маршрута и операций сборки выявляются её организационные формы. Сборка может быть поточной и непоточной. Перемещение собираемого объекта от одного рабочего места к другому при поточной сборке осуществляется вручную (по верстаку, рольгангу, на тележках), грузоподъёмными машинами (кранами, тельферами и др.), периодически движущимся конвейером – пластинчатым конвейером, тележками, ведомыми по рельсовому пути замкнутой цепью, а также непрерывно движущимся конвейером. Поточная сборка при неподвижном объекте осуществляется на расположенных в линию неподвижных стендах. Каждый сборщик (бригада сборщиков) выполняет свою операцию, переходя последовательно от одного стенда к другому. Такую сборку целесообразно применять в серийном производстве при значительном темпе, в особенности для сборки тяжёлых машин, перемещение которых затруднительно. При поточной сборке должно быть обеспечено бесперебойное, увязанное с темпом сборки снабжение сборочной линии взаимозаменяемыми деталями и узлами: слесарно-пригоночные работы могут быть допущены лишь в том случае, если они увязаны с темпом сборки. Если требуется высокая точность, то сопрягаемые детали подбирают друг к другу (селективная сборка) или производится их индивидуальная пригонка. В этом случае сопрягаемые детали поступают на сборку спаренными. Поточная сборка сокращает цикл производства и межоперационные заделы деталей, повышает специализацию сборщиков, увеличивает возможности механизации и автоматизации производства и уменьшает трудоёмкость изделий. Механизация сборки направлена на частичную или полную замену ручного труда оператора машинным путём оснащения рабочих мест электрическим, пневматическим или гидравлическим инструментом и приспособлениями. Автоматизация имеет целью передачу сборочным машинам и их комплексам функции управления процессами сборки. Механизация и автоматизация процессов может быть единичной и комплексной.
Непоточная сборка применяется в единичном и мелкосерийном производстве.
При проектировании технологического процесса сборки устанавливают объекты, методы и средства технического контроля для определения соответствия точности формы и размеров, относительного положения и движения элементов изделия заданным техническим условиям. Проверке подвергаются: взаимное положение элементов изделия, качество выполненных соединений (сила и момент затяжки резьбовых соединений, качество пригонки стыкуемых поверхностей и др.), правильность постановки и наличие деталей в соединениях, масса узлов и изделия в целом, уравновешенность вращающихся частей изделия и т.п.. Контроль делят на промежуточный и приёмочный. Промежуточный контроль производят после выполнения сложных операций сборки и тех, где наиболее вероятен брак. При приёмочном контроле проверке подвергаются все собранные изделия и наиболее ответственные узлы. Технологические процессы узловой и общей сборки фиксируют в технологической документации.
Основные направления повышения производительности сборки – механизация и автоматизация, устранение пригоночных работ, уменьшение количества наименований деталей и узлов машины, нормализация и унификация крепёжных и некоторых др. деталей изделия, уменьшение количества многозвенных размерных цепей.
1. Рахимянов Х.М., Красильников Б.А., Мартынов Э.З. Технология сборки и монтажа.
2. Базров Б.М., Таратынов О.В., Клепиков В.В. Технология сборки машин.
3. Иванов А.А. Автоматизированные сборочные системы.
4. Беспалов В.В. Технология сборки машин.
5. Абрамов И.В., Пичугин И.К., Ярхов Ю.Б., Свичник Л.В. Сборка машин и механизмов.
6. Козырев Ю.Г. Программно-управляемые системы автоматизированной сборки.
Выставка действует в помещении ФБУ "РНТПБ" с 12.11.2015 г. по 23.11.2015 г.
Электрический ток вырабатывается в генераторах - устройствах, преобразующих энергию того или иного вида в электрическую энергию. К генераторам относятся гальванические элементы, электростатические машины, термобатареи, солнечные батареи и т.п. Область применения каждого из перечисленных видов генераторов электроэнергии определяется их характеристиками. Так, электростатические машины создают высокую разность потенциалов, но неспособны создать в цепи сколько-нибудь значительную силу тока. Гальванические элементы могут дать большой ток, но продолжительность их действия невелика. Преобладающую роль в наше время играют электромеханические индукционные генераторы переменного тока. В этих генераторах механическая энергия превращается в электрическую. Их действие основано на явлении электромагнитной индукции. Такие генераторы имеют сравнительно простое устройство и позволяют получать большие токи при достаточно высоком напряжении.
В настоящее время имеется много типов индукционных генераторов. Но все они состоят из одних и тех же основных частей. Это, во-первых, электромагнит или постоянный магнит, создающий магнитное поле, и, во-вторых, обмотка, в которой индуцируется переменная ЭДС (в рассмотренной модели это вращающаяся рамка). Так как ЭДС, наводимые в последовательно соединенных витках, складываются, то амплитуда ЭДС индукции в рамке пропорциональна числу витков в ней. Она пропорциональна также амплитуде переменного магнитного потока Ф=BS через каждый виток. Для получения большого магнитного потока в генераторах применяют специальную магнитную систему, состоящую из двух сердечников, сделанных из электротехнической стали. Обмотки, создающие магнитное поле, размещены в пазах одного из сердечников, а обмотки, в которых индуцируется ЭДС, - в пазах другого. Один из сердечников (обычно внутренний) вместе со своей обмоткой вращается вокруг горизонтальной или вертикальной оси. Поэтому он называется ротором. Неподвижный сердечник с его обмоткой называют статором. Зазор между сердечниками статора и ротора делают как можно меньшим. Этим обеспечивается наибольшее значение потока магнитной индукции. В больших промышленных генераторах вращается электромагнит, который является ротором, в то время как обмотки, в которых наводится ЭДС, уложены в пазах статора и остаются неподвижными. Дело в том, что подводить ток к ротору или отводить его из обмотки ротора во внешнюю цепь приходиться при помощи скользящих контактов. Для этого ротор снабжается контактными кольцами, присоединенными к концам его обмотки. Неподвижные пластины - щетки - прижаты к кольцам и осуществляют связь обмотки ротора с внешней цепью. Сила тока в обмотках электромагнита, создающего магнитное поле, значительно меньше силы тока, отдаваемого генератором во внешнюю цепь. Поэтому генерируемый ток удобнее снимать с неподвижных обмоток, а через скользящие контакты подводить сравнительно слабый ток к вращающемуся электромагниту. Этот ток вырабатывается отдельным генератором постоянного тока (возбудителем), расположенным на том же валу. В маломощных генераторах магнитное поле создается вращающимся постоянным магнитом. В таком случае кольца и щетки вообще не нужны. Появление ЭДС в неподвижных обмотках статора объясняется возникновением в них вихревого электрического поля, порожденного изменением магнитного потока при вращении ротора.
Современный генератор электрического тока - это внушительное сооружение из медных проводов, изоляционных материалов и стальных конструкций. При размерах в несколько метров важнейшие детали генераторов изготовляются с точностью до миллиметра. Нигде в природе нет такого сочетания движущихся частей, которые могли бы порождать электрическую энергию столь же непрерывно и экономично.

Выставка действует в помещении ФБУ "РНТПБ" с 24.11.2015 г. по 30.11.2015 г.
Слесарное дело – это ремесло, состоящее в умении обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и др.). Целью слесарного дела является ручное изготовление различных деталей, выполнение ремонтных и монтажных работ.
Слесарь – это работник, выполняющий обработку металлов в холодном состоянии, сборку, монтаж, демонтаж и ремонт всевозможного рода оборудования, машин, механизмов и устройств при помощи ручного слесарного инструмента, простейших вспомогательных средств и оборудования (электрический и пневматический инструмент, простейшие станки для резки, сверления, сварки, гибки, запрессовки и т.д.).
Процесс обработки или сборки (применительно к слесарным работам) состоит из отдельных операций, строго определенных разработанным технологическим процессом и выполняемых в заданной последовательности.
Под операцией понимается законченная часть технологического процесса, выполняемая на одном рабочем месте. Отдельные операции отличаются характером и объемом выполняемых работ, используемым инструментом, приспособлением и оборудованием.
При выполнении слесарных работ операции подразделяются на следующие виды: подготовительные (связанные с подготовкой к работе), основные технологические (связанные с обработкой, сборкой или ремонтом), вспомогательные (демонтажные и монтажные).
К подготовительным операциям относятся: ознакомление с технической и технологической документацией, подбор соответствующего материала, подготовка рабочего места и инструментов, необходимых для выполнения операции.
Основными операциями являются: отрезка заготовки, резание, от-пиливание, сверление, развертывание, нарезание резьбы, шабрение, шлифование, притирка и полирование.
К вспомогательным операциям относятся: разметка, кернение, измерение, закрепление обрабатываемой детали в приспособлении или слесарных тисках, правка, гибка материала, клепка, туширование, пайка, склеивание, лужение, сварка, пластическая и тепловая обработки.
К операциям при демонтаже относятся все операции, связанные с разборкой (с помощью ручного или механизированного инструмента) машины на комплекты, сборочные единицы и детали.
В монтажные операции входят сборка деталей, сборочных единиц, комплектов, агрегатов и сборка из них машин или механизмов. Кроме сборочных работ монтажные операции включают контроль соответствия основных монтажных размеров технической документации и требованиям технического контроля, в отдельных случаях – изготовление и подгонку деталей. К монтажным операциям относится также регулировка собранных сборочных единиц, комплектов и агрегатов, а также всей машины в целом.

Выставка действует в помещении ФБУ "РНТПБ" с 08.12.2015 г. по 24.12.2015 г.
Сущность технологии изготовления деталей машин состоит в последовательном использовании различных технологических способов воздействия на обрабатываемую заготовку с целью придать ей заданную форму и размеры указанной точности. Одним из таких способов является механическая обработка заготовок резанием. Она осуществляется металлорежущим инструментом и ведётся на металлорежущих станках. Все способы и виды обработки металлов основаны на срезании припуска и преобразования его в стружку, составляют разновидности, определяемые термином «резание металлов». Наивыгоднейшим режимом резания называется такой, при котором обеспечиваются наибольшая производительность и наименьшая себестоимость обработки при этом не нарушая качества изделия. При назначении элементов режима резания необходимо наиболее полно использовать режущие свойства инструмента, а также кинематические и динамические данные станка. При этом должно быть обеспечено заданное качество обработанной детали. Назначение режима резания – это выбор скорости, подачи и глубины резания, обеспечивающий требуемый период стойкости инструмента.
Представленные издания:1. Рыжкин А.А., Шучев К.Г., Схиртладзе А.Г., Боков А.И., Алиев М.М. Режущий инструмент.
2. Солоненко В.Г., Рыжкин А.А. Резание металлов и режущие инструменты. Бакалавриат. Учебное пособие.
3. Солоненко В.Г., Рыжкин А.А. Резание металлов и режущие инструменты. Машиностроение и металлообработка для высших учебных заведений.
4. Фельдштейн Е.Э., Корниевич М.А., Режущий инструмент. Эксплуатация. Бакалавриат. Учебное пособие.
5. Малышев В.И. Технология изготовления режущего инструмента.

Выставка действует в помещении ФБУ "РНТПБ" с 25.12.2015 г. по 30.12.2015 г.
22 декабря отмечают праздник люди от которых напрямую зависит наша жизнь – энергетики. Без электричества уже невозможно представить существование современной цивилизации. Малейшие отключения электроэнергии приводят к катастрофическим результатам. Человечеству не обойтись без освоения новых, возобновляемых источников энергии, и оно понимает это всё отчётливее. В сознании большинства людей возобновляемые энергоресурсы ассоциируются почему-то лишь с солнечной энергией да с энергией ветра. Между тем, существует ещё один исключительно перспективный энергоресурс, почему-то отошедший в сознании общественности на задний план: это так называемая геотермия, то есть тепловые процессы в недрах Земли. Это тепло имеется повсюду и доступно круглосуточно. Уже разведанные запасы геотермальной энергии более чем в тридцать раз превосходят энергозапасы всех ископаемых ресурсов вместе взятых. Сегодня всё чаще встаёт вопрос о таких технологиях, которые позволили бы использовать заключённое в недрах Земли тепло повсеместно. Времени для перехода к качественно иным источникам получения энергии практически не осталось. А если учитывать стремительный рост потребления энергии во всем мире, то приходится признать, что имеющиеся в наличии источники альтернативной энергии пока не в состоянии полностью обеспечить потребности населения планеты. Особенно актуально в свете проблемы грядущего энергетического кризиса создание небольших альтернативных энергоустановок на местных ресурсах, которые помогут снять часть проблем энергоснабжения в условиях распада крупных энергосистем, основанных на традиционных видах топлива.
Представленные издания:1. Отв. редактор Воропай Н.И. Надежность систем энергетики: проблемы, модели и методы их решения.
2. Издательско-аналитический центр Энергия. Энергетика России: взгляд в будущее.
3. Всероссийская научно-техническая конференция. Энергетика: состояние, проблемы, перспективы.
4. Родионов В.Г. Энергетика: проблемы настоящего и возможности будущего.
5. Фортов В.Е., Попель О.С. Энергетика в современном мире.
6. Телегина Е.А., Румянцева М.А., Покровский С.В., Салахова И.Р. Внешний вектор энергетической безопасности России.
Постоянно действующая выставка

Постоянно действующая выставка